機械設計技術者試験の科目の一つである、
設計管理の中の、
CAD/CAMの概念についての、
オリジナル勉強資料を公開いたします。
機械設計技術者試験合格を目指される方の
お役に立てればと思っております。
機械設計技術者試験 3級
の受験を目指されている方は、
くろたか【機械設計】
のYouTubeチャンネルをご覧ください。
くろたかさんが丁寧に解説されてます。
チャンネル登録よろしくお願いします。
機械設計技術者試験 (3級) はこちら。
オリジナル勉強資料
スマホ閲覧用資料
CAD/CAMの概念
穴埋め問題の類似問題です。
太線・赤太線の部分を語句郡の
中から選択する出題内容です。
スキマ時間等で繰り返し読んで
覚えてもらえたらと思います。
CAD/CAMの概念に関する次の文章と図の
空欄を埋める適切な語句を下記から選択
せよ。
(空欄部は太字・赤太字と仮定します。)
①CAMの定義
設計結果の出力は、全てCAMの範疇であり、
CAMはコンピュータ支援製造であるから、
製造に関わる全てを支援する広い範囲の
システムであると考えられる。
しかし現在CAD/CAMシステムといったときは
CAD/NCといってもよいほど、CAMの機能は
NC(数値制御)工作機械の加工データを出力
することを示す。
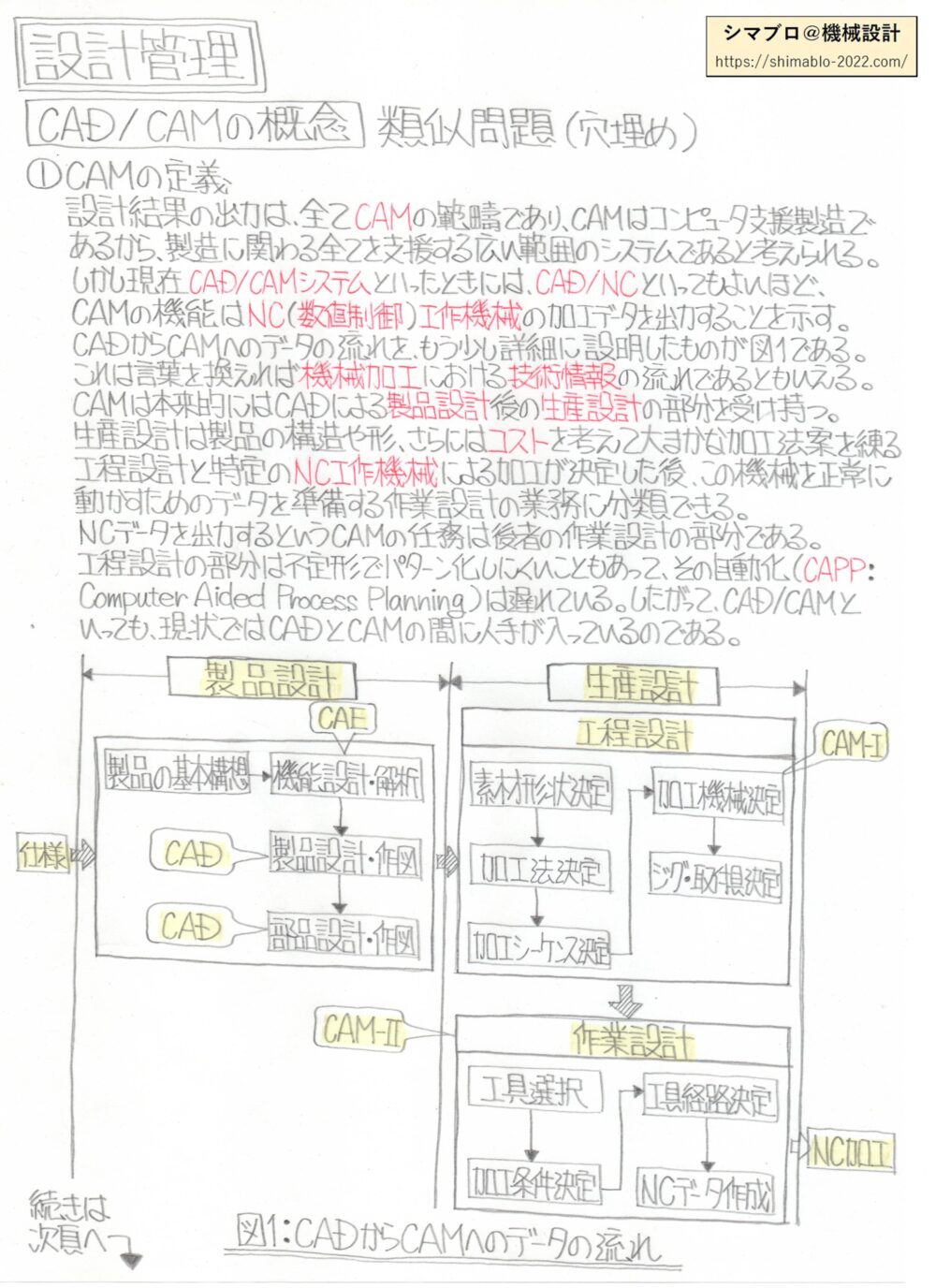
CADからCAMへのデータの流れを、もう少し
詳細に説明したものが図1である。
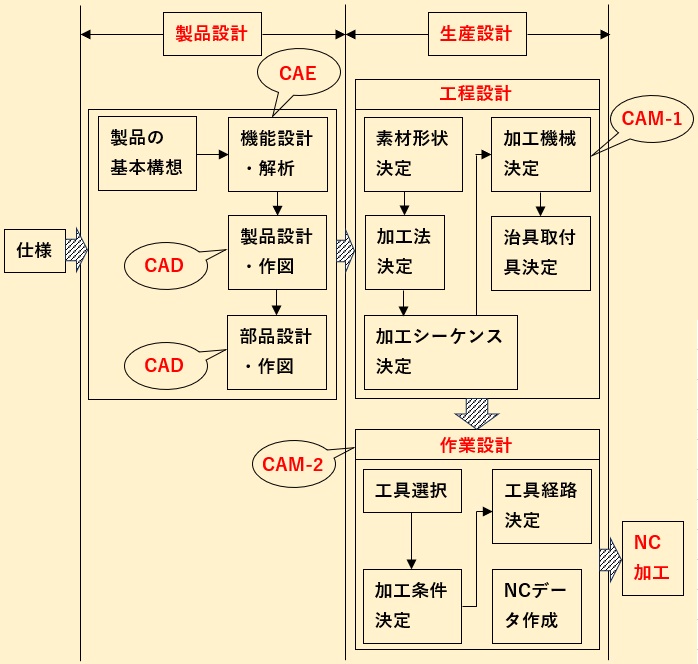
これは言葉を換えれば機械加工における技術
情報の流れであるともいえる。
CAMは本来的にCADによる製品設計後の生産
設計の部分を受け持つ。
生産設計は製品の構造や形、さらにはコスト
を考えて大まかな加工法案を練る工程設計と
特定のNC工作機械による加工が決定した後、
この機械を正常に動かすためのデータを準備
するというCAMの任務は後者の作業設計の部
分である。
工程設計の部分は不定形でパターン化しにく
いこともあって、その自動化(CAPP:Com
puter Aided Process Planning)は遅れる。
従って、CAD/CAMといっても、現状ではCAD
とCAMの間に人手が入っているのである。
②自動プログラミングからCAMへ
CADとCAMがリンクしたのは最近のことで、
CADとCAMは独自の道で進展してきた。
NC工作機械が世界で初めてMITで開発された
時に、同時にこの機械を運転するためのNCデ
ータを作成する専用のコンピュータが開発さ
れた。
これが有名なAPT(Automatically Programmed
Tools)と呼ばれる自動プログラミングシステ
ムであった。もちろん当時はCAMという言葉
はなかった。
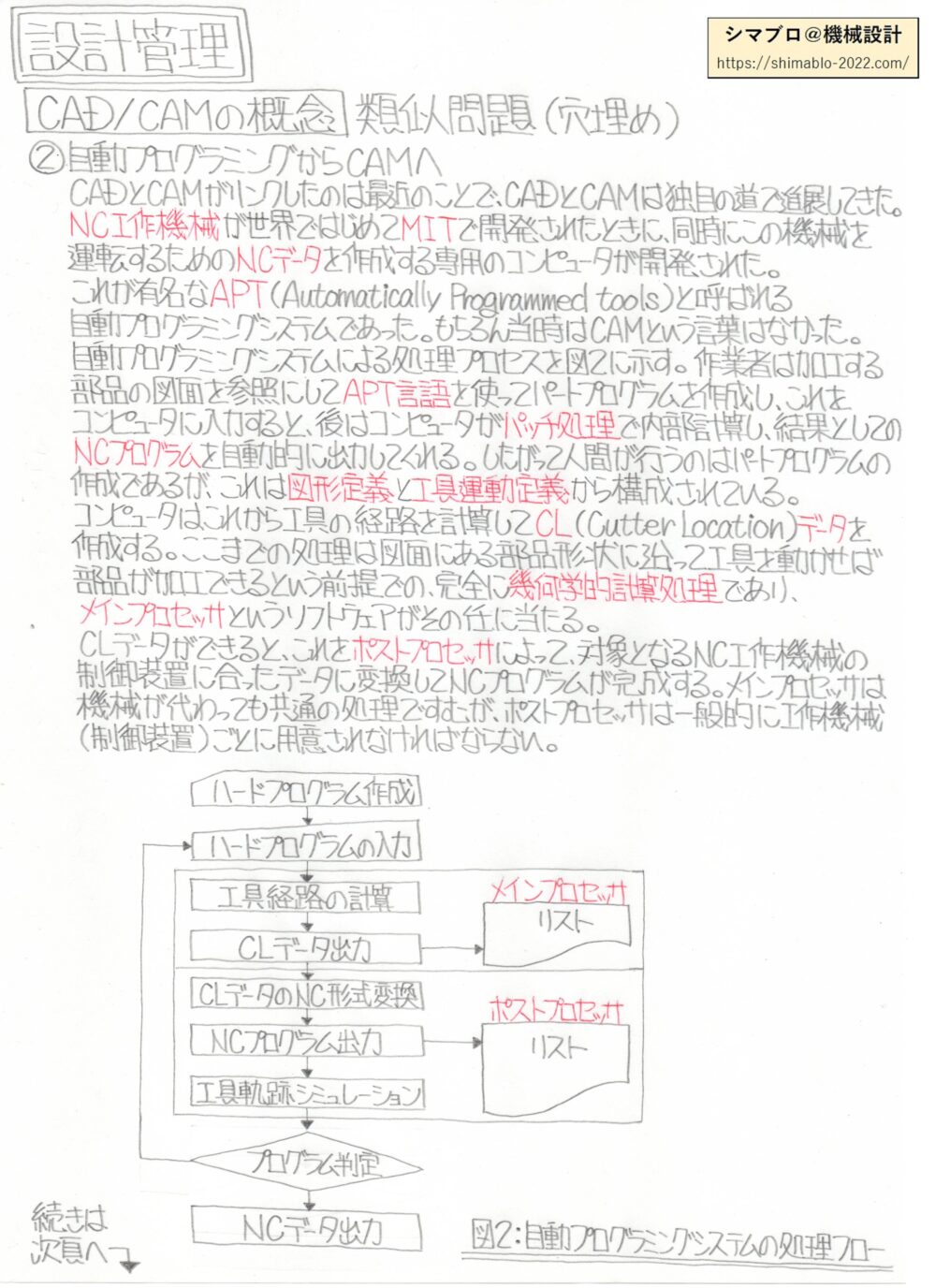
自動プログラミングシステムによる処理プロ
セスを図2に示す。
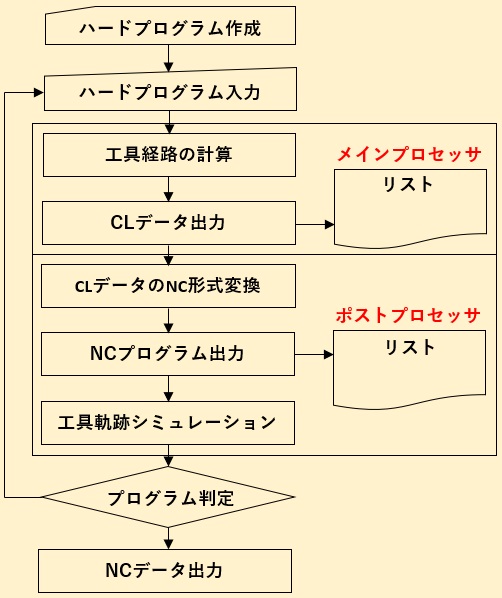
作業者は加工する部品の図面を参照にして、
APT言語を使ってパートプログラムを作成し
これをコンピュータに入力すると、後はコン
ピュータがパッチ処理で内部計算し、結果と
してのNCプログラムを自動的に出力してくれ
る。従って人間が行うのはパートプログラム
の作成であるが、これは図形定義と工具連動
定義から構成されている。
コンピュータはこれから工具の経路を計算し
て、CL(Cutter Location)データを作成する。
ここまでの処理は図面にある部品形状に沿っ
て工具を動かせば部品が加工できるという前
提での、完全に幾何学的計算処理であり、
メインプロセッサというソフトウェアがその
任に当たる。

CLデータができると、これをポストプロセッ
サによって、対象となるNC工作機械の制御装
置に合ったデータに変換してNCプログラムが
完成する。
メインプロセッサは機械が代わっても共通の
処理で済むが、ポストプロセッサは一般的に
工作機械(制御装置)ごとに用意されなければ
ならない。
③生産制御システム(狭義のCAM)の概要
CADやCAMは実際の製造に関する「情報」を
コンピュータを活用して生成するシステムで
あった。これに対してコンピュータの生産へ
の活用に関して、最も早くから行われている
ものがコンピュータによる「制御」技術の活
用(いわゆる自動化)である。
その代表がNC工作機械である。
NC(数値制御)技術は、自動化ツールとして工
作機械に限らず、産業ロボット・プレス機・
射出成型機械など多くの産業機械に活用され
ている。NC技術が多用される理由は、現在の
生産がかつてのような同じものを大量生産す
るのではなく、ユーザーニーズに個々に対応
するような多品種の製品を少量または中量生
産する時代になっているからである。

つまり、NC制御では製品の形状や寸法が変わ
ってもプログラムを変更すれば、これに対応
するように機械自体の動作も変更できるよう
なフレキシビリティ(柔軟性)を有している。
従来ハードウェアで変更しなければならなか
ったことが、ソフトウェアで対応できるよう
になったわけである。
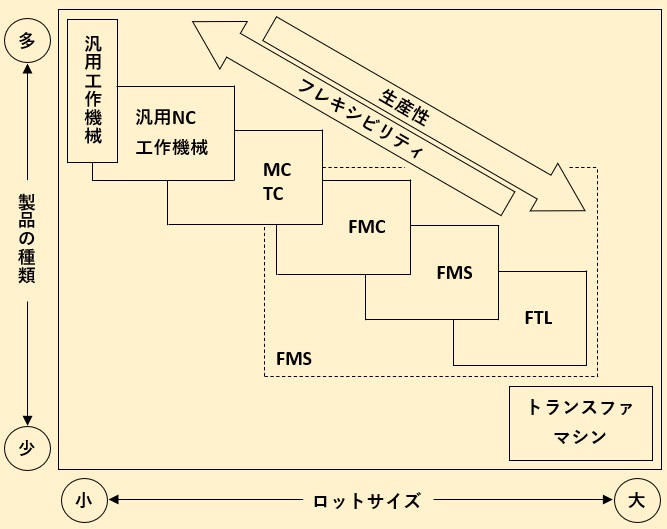
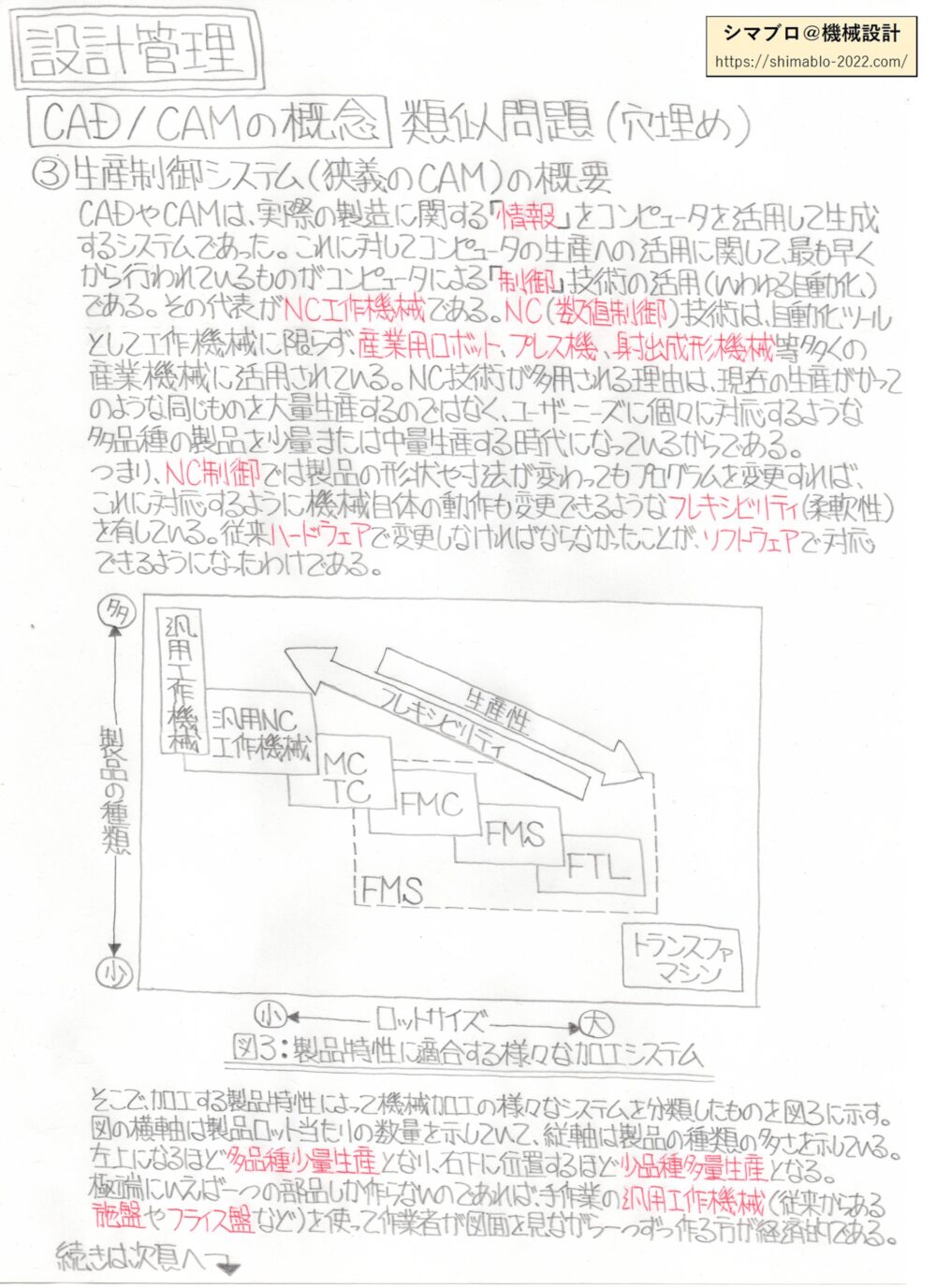
そこで加工する製品特性によって機械加工の
様々なシステム分類したものを図3に示す。
左上になるほど多品種少量生産となり、
右下に位置するほど少品種多量生産となる。
極端にいえば一つの部品しか作らないのであ
れば、手作業の汎用工作機械(従来からある
旋盤やフライス盤など)を使って作業者が図面
を見ながら一つずつ作る方が経済的である。
少し加工の量が増えて生産性を向上させると
いうことで採用されるが、汎用工作機械をNC
化した汎用NC工作機械(NC旋盤やNCフライス
盤など)である。さらに生産を上げるのが、
マシニングセンター(MC)やターニングセンタ
ー(TC)の、いわゆる多工程集約機械(一つの機
械でいくつかの加工工程を処理できる工作機
械)である。

MCはNCフライス盤をベースに、ATC(工具自
動交換装置)を付加して、面削り・フライス加
工・穴明け加工・中ぐり加工など様々な工程
を1台の機械で処理できる。
TCはNC旋盤をベースに、旋削加工だけでなく
フライス加工なども可能にした複合機械であ
る。
一方、量的に多い部品加工では、従来からの
トランスファマシンが使われている。
これはコンベヤ上に部品をセットし、ワーク
ステーション(WS)に来たら止まり、そこにセ
ットした専用機(ある決められた加工のみを行
う)で高速に加工を行い、終了後にコンベヤで
次のWSに送られて異なる加工が施されるとい
うしくみである。

今日注目されている加工方法は、
以上の加工機械の中間的な位置付けの、
FMS(Flexible Manufacturing System)と呼ば
れているものである。
FMSは3つの形態に分類される。
生産性の順番でいえば、
高:FTL(Flexible Transfer Line)
中:FMS(典型タイプ)
低:FMC(Flexible Manufacturing Cell)
である。
FTLはトランスファライン同様にコンベヤで
加工物は流れていくものの、WSでの加工機
械は専用機の代わりにNC工作機械を配した
システムである。
加工の順番は変更できないものの、形状や位
置が異なる加工内容に対してはフレキシブル
に対応できる。
従って、シリーズ製品などの加工で、ある程
度量がまとまるものに対して有効なシステム
化の形態である。

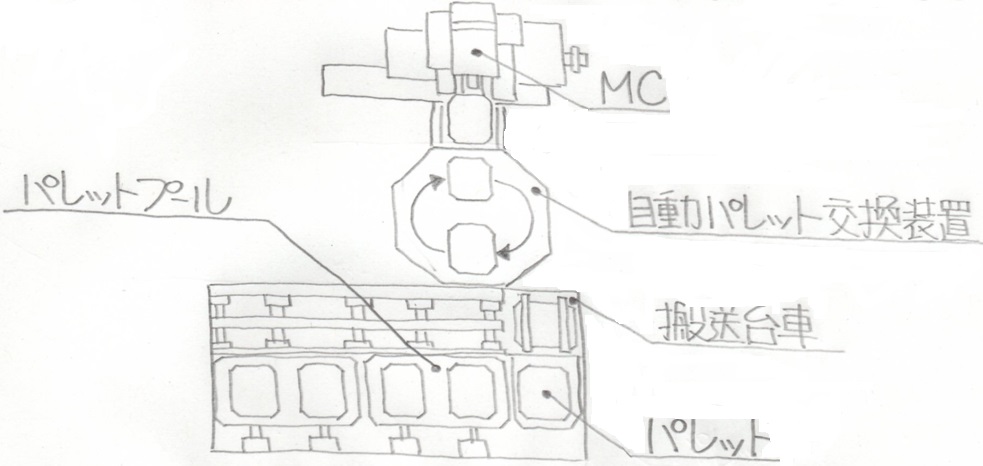
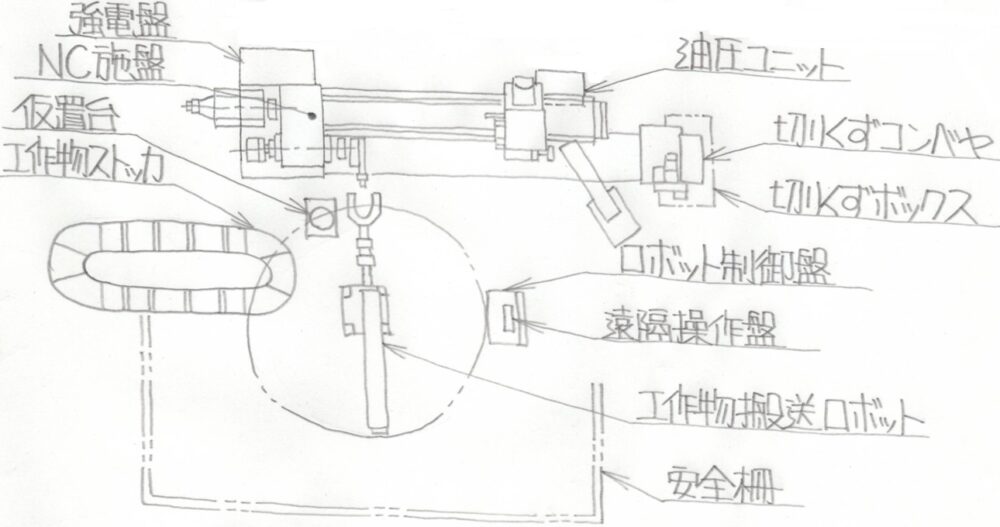
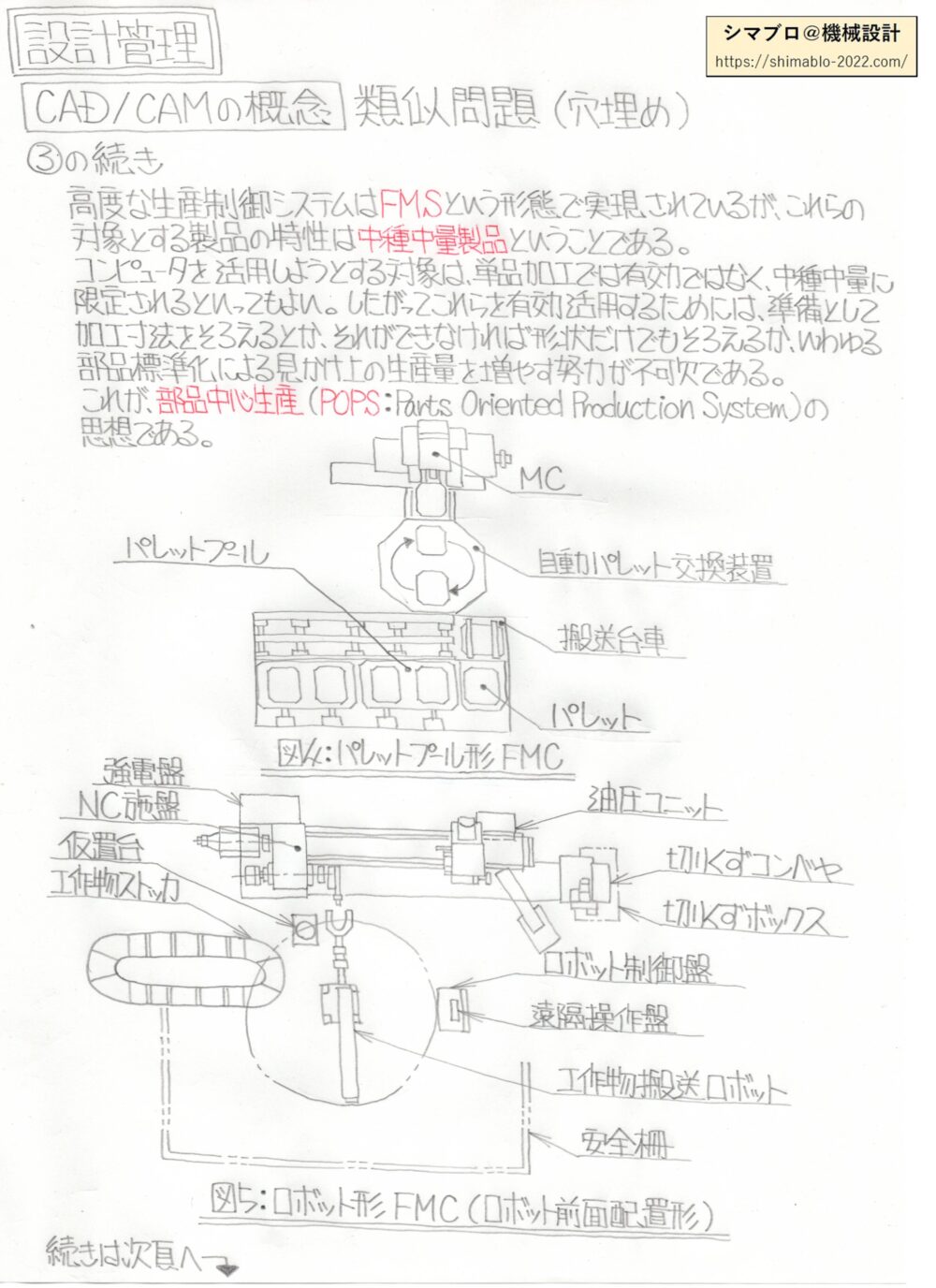
FMCはマシニングセンターやターニングセン
ターに、加工物を工作機械内に送り込むため
のパレット・パレットチェンジャーや、
部品供給・搬出ロボット、さらには、
パレットマガジン等を配置して、これらの
セル(細胞)システム内である定時間のフレキ
シブルな搬送機(搬送経路や順番を容易に変更
可能)であるAGV(Automated Guided Vehicle:
無人搬送車)でつないだシステムである。
このような大がかりなシステムは、わが国の
中でもそれほど多くはない。

高度な生産制御システムはFMSという形態で
実現されているのが、これらの対象とする製
品の特徴は中種中量製品ということである。
コンピュータを活用しようとする対象は、
単品加工では有効ではなく、中種中量に限定
されるといってよい。
従って、これらを有効活用するためには、準
備として加工寸法をそろえることか、それが
できなければ形状だけでもそろえるか、いわ
ゆる部品標準化による見掛け上の生産量を増
やす努力が不可欠である。
これが部品中心生産(POPS:Parts Oriented
Production System)の思想である。
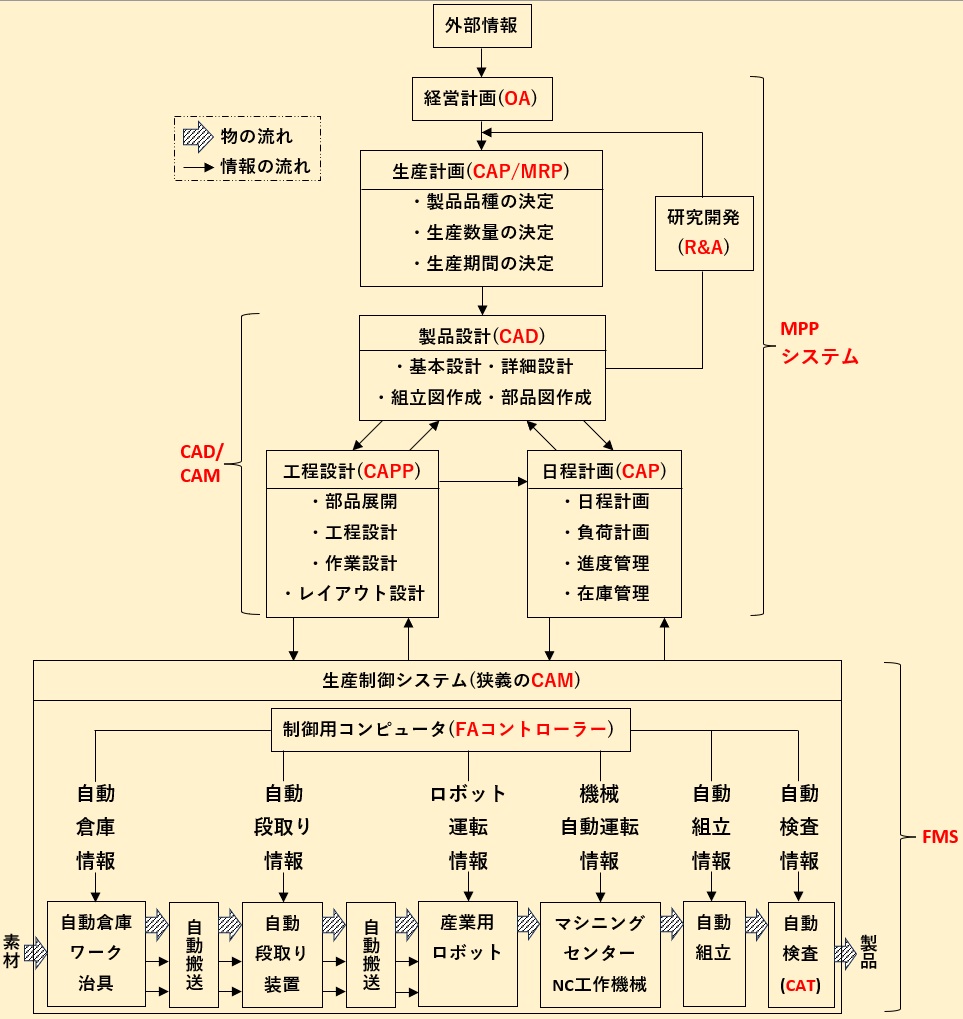
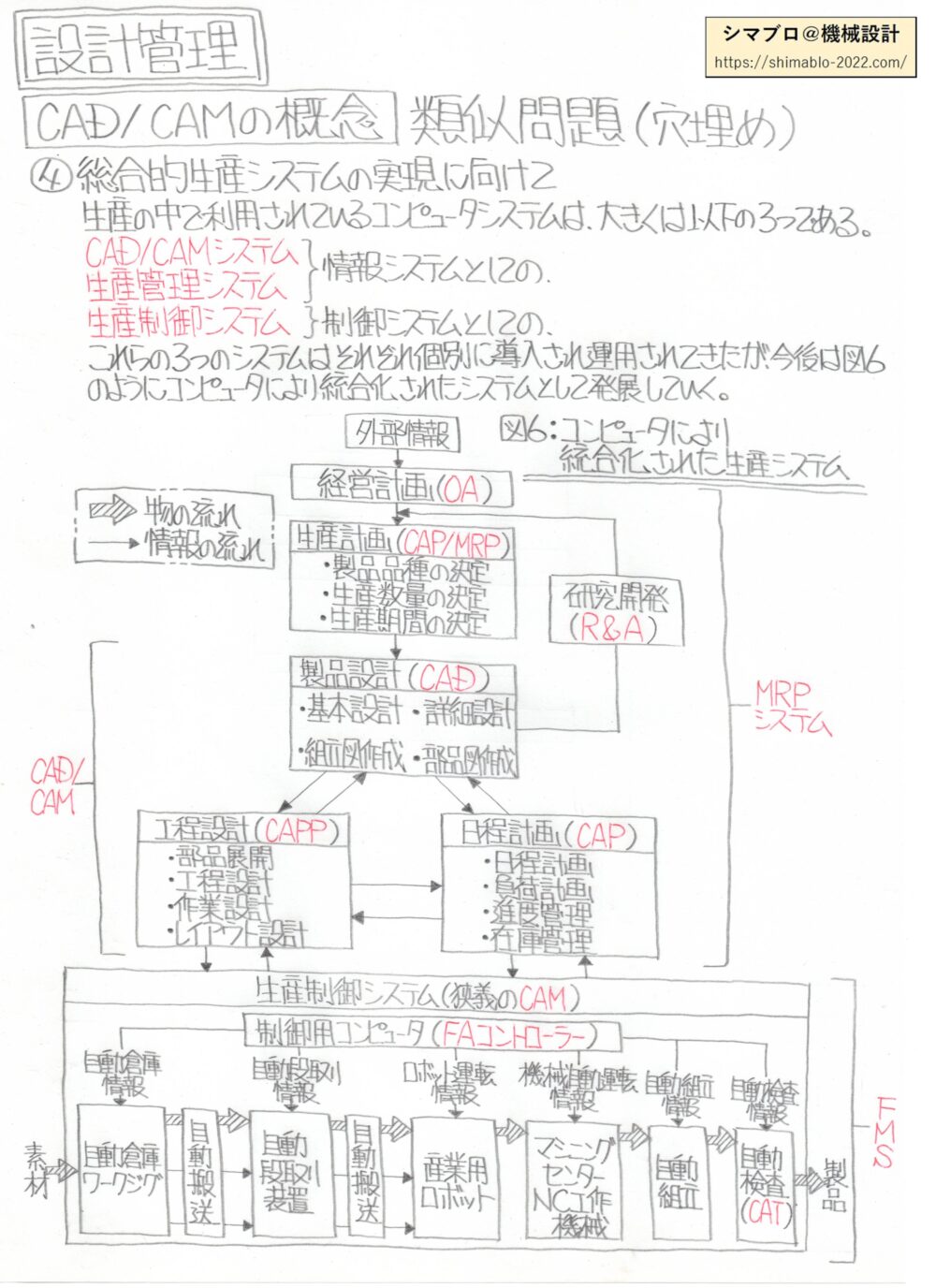
④総合的生産システムの実現に向けて
生産の中で利用されているコンピュータシス
テムは、大きくは以下の3つである。
CAD/CAMシステム:情報システムとしての
生産管理システム:情報システムとしての
生産制御システム:制御システムとしての
これら3つのシステムはそれぞれ個別に導入
され運用されてきたが、今後は図6のように
コンピュータにより統合化されたシステムと
して発展していく。
パソコン閲覧用資料(印刷用)
CAD/CAMの概念
私が過去に受験勉強した資料で
不足たくさんあると思います。
そこはご容赦いただければと。
それと、クセ字もすみません。
クセが強すぎて一部の同僚には
「シマ字」と言われてました。
関連リンク
関連記事
2級:制御工学
・シーケンス制御
1級:機械総合基礎
・生産形態の分類
・生産を考慮した設計
1級:産業機械
・産業機械の基礎
1&2級:工作法
・NC工作機械
1級:設計管理
・計者の時間生産性
・設計効率化の推進
・設計に関する一般的知識
・3D-CAD/Virtual Prototyping
・Concurrent engineering
・PDM(製品情報管理)
・リサイクル設計の流れ
・CAD-systemでの処理プロセス
・設計業務とCAD
・CAD/CAMの概念
科目
・2級:機構学・機械要素設計
・2級:材料力学
・2級:機械力学
・2級:流体工学
・2級:熱工学
・2級:制御工学
・2級:応用・総合
・1級:機械総合基礎
・1級:産業機械
・1級:荷役・運搬機械
・1級:設計管理
・1級:小論文
・1&2級:環境経営&環境・安全
・1&2級:工業材料
・1&2級:工作法
・1&2級:機械製図
記事内キーワード
・設計管理
・設計
・管理
・CAD
・CAE
・CAM
・コンピュータ支援製造
・NC
・NC工作機械
・NCデータ
・NC制御
・NC旋盤
・NCフライス盤
・NCプログラム
・数値制御
・工作機械
・機械加工
・技術情報
・製品設計
・生産設計
・CAP
・日程計画
・CAPP
・工程設計
・MIT
・APT
・APT言語
・自動プログラミングシステム
・パッチ処理
・図形定義
・工具運動定義
・CL
・CLデータ
・幾何学的計算処理
・メインプロセッサ
・ポストプロセッサ
・制御
・産業用ロボット
・プレス機
・射出成型機
・フレキシビリティ
・ソフトウェア
・ハードウェア
・汎用工作機械
・汎用NC工作機械
・MC
・マシニングセンター
・TC
・ターニングセンター
・FMC
・FMS
・FTL
・トランスファマシン
・ロットサイズ
・多品種少量生産
・小品種多量生産
・旋盤
・フライス
・フライス盤
・多工程集約機械
・ATC
・工具自動交換装置
・面削り
・フライス加工
・穴明け加工
・中ぐり加工
・旋削
・旋削加工
・複合機械
・パレット
・パレットチェンジャー
・パレットプール
・パレットマガジン
・自動パレット交換装置
・部品供給
・搬出ロボット
・セル
・セルシステム
・AGV
・無人搬送車
・搬送台車
・中種中量製品
・POPS
・部品中心生産
・CAD/CAMシステム
・生産管理システム
・生産制御システム
・OA
・経営計画
・CAP/MRP
・生産計画
・R&A
・MRPシステム
・FA
・FAコントローラー
・制御用コンピューター
・自動倉庫
・ワーク治具
・自動段取り装置
・自動搬送
・産業用ロボット
・ロボット運転
・機械自動運転
・自動組立
・CAT
・自動検査
注意事項・お知らせ
著作権について
日本機械設計工業会様に著作権などの点で
ご相談させていただいた結果、
機械設計技術者試験の過去問題をベースに、
問題内の数値等を少し変えさせていただいた
類似のオリジナルな問題にしています。
過去問題そのままを掲載はしていません。
科目名称について
科目の名称は過去と現在とで多少違いが
ございますが、内容は概ね違いありません。
私のブログ内では過去の名称のままで
記載させていただくことをご了承ください。
まとめ
機械設計技術者試験は
とても難しい試験です。
試験合格のため以外にも、
日々の設計業務のためにも、
勉強することに意味ありです。
是非とも挑戦して欲しいです。
頑張ってくださいね!
最後までお読みいただき、
ありがとうございました。

