機械設計技術者試験の科目の一つである、
機械製図の中の、
表面性状(仕上げ記号)についての、
オリジナル勉強資料を公開いたします。
機械設計技術者試験合格を目指される方の
お役に立てればと思っております。
機械設計技術者試験 3級
の受験を目指されている方は、
くろたか【機械設計】
のYouTubeチャンネルをご覧ください。
くろたかさんが丁寧に解説されてます。
チャンネル登録よろしくお願いします。
機械設計技術者試験 (3級) はこちら。
オリジナル勉強資料
スマホ閲覧用資料
表面性状(仕上げ記号)
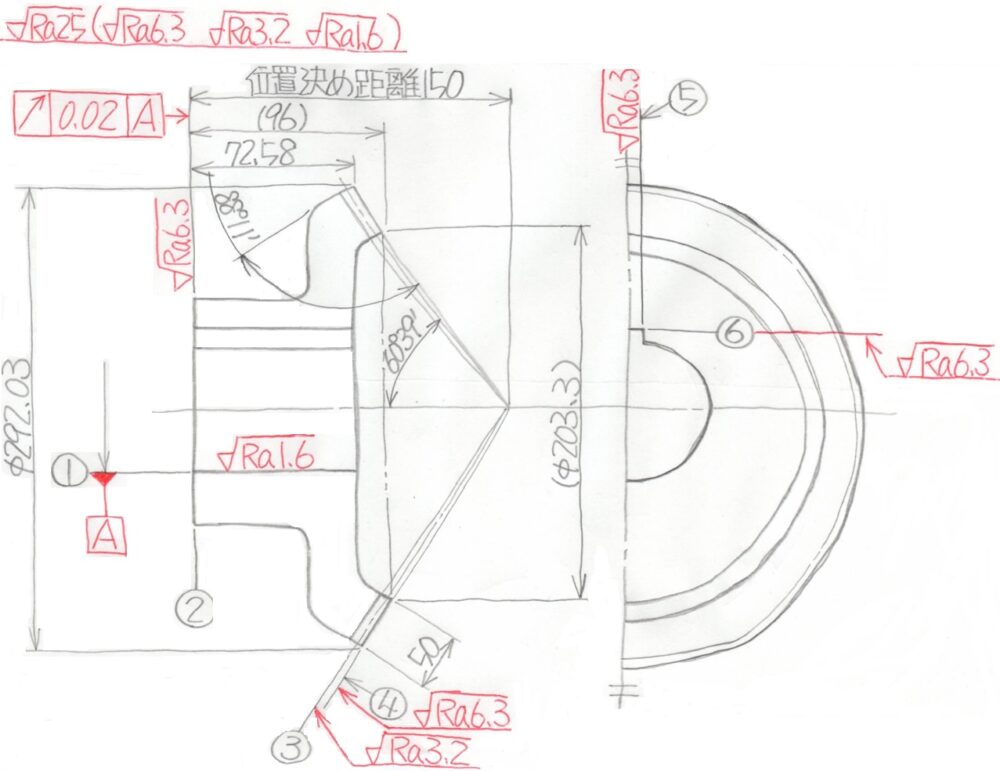
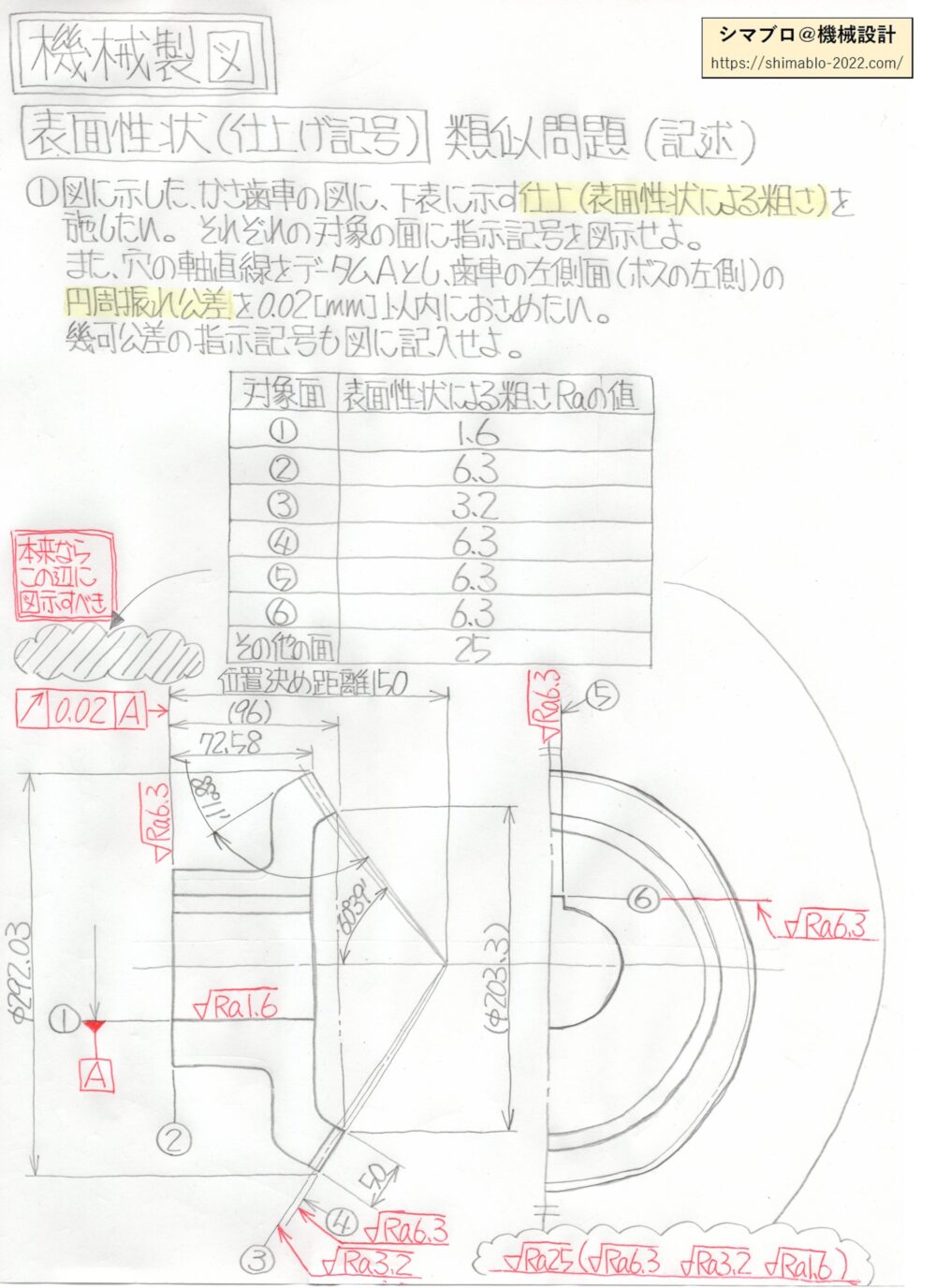
図に示したかさ歯車の図に、下表に示す
仕上げ(表面性状による粗さ)を施したい。
それぞれの対象の面に指示記号を
図示せよ。
また、
穴の軸直線をデータムAとし、
歯車の左側面(ボスの左側)の
円周振れ公差を0.02[mm]以内に
おさめたい。
幾何公差の指示記号も図に記入せよ。
| 対象面 | 表面性状による 粗さRaの値 |
| ① | 1.6 |
| ② | 6.3 |
| ③ | 3.2 |
| ④ | 6.3 |
| ⑤ | 6.3 |
| ⑥ | 6.3 |
| その他の面 | 25 |
表面性状(表面粗さ)の種類
従来の仕上げ記号とRa,Rz,Rzjisとの関係
|
従来の |
算術平均粗さ Ra |
最大 高さ Rz (旧Ry) |
十点平 均粗さ Rzjis (旧Rz) |
Rz・ Rzjis の基準 長さ ℓ[mm] |
|
| 標準 数列 |
カットオフ値 λc [mm] |
標準数列 | |||
|---|---|---|---|---|---|
|
|
0.012 a | 0.08 | 0.05 s | 0.05 z | 0.08 |
| 0.025 a | 0.25 | 0.1 s | 0.1 z | ||
| 0.05 a | 0.2 s | 0.2 z | 0.25 | ||
| 0.1 a | 0.8 | 0.4 s | 0.4 z | ||
| 0.2 a | 0.8 s | 0.8 z | 0.8 | ||
|
|
0.4 a | 1.6 s | 1.6 z | ||
| 0.8 a | 3.2 s | 3.2 z | |||
| 1.6 a | 6.3 s | 6.3 z | |||
|
|
3.2 a | 2.5 | 12.5 s | 12.5 z | 2.5 |
| 6.3 a | 25 s | 25 z | |||
|
|
12.5 a | 8 | 50 s | 50 z | |
| 25 a | 100 s | 100 z | 8 | ||
|
|
50 a | 200 s | 200 z | ||
| 100 a | - | 400 s | 400 z | - | |
仕上げ状態の種類
| 状態 | 記号 | 内容 |
| 精密 仕上げ | 精密仕上げは精密な面での 加工で、専用の加工法により 仕上げます。 Ra0.2μm程度で、 研削、ラップ(研磨)、バフ、 研磨加工などによって 仕上げます。 コストは高くなります。 | |
| 上 仕上げ | 上仕上げは精密な仕上げ面や、 H7/g6などの軸のはめあい面 です。 目安はRa 1.6μm程度です。 摺動面・はめあい | |
| 並 仕上げ | 並仕上げは一般的な加工面で、 旋盤やフライス盤を使用して 経済的に加工できます。 目安はRa 6.3μm程度です。 基準面・取付面 | |
| 荒 仕上げ | 荒仕上げは重要でない面で 粗くていい場合に使います。 目安はRa 25μm程度です。 削れてしまう面 | |
| 仕上げ なし | 素材のままで使用します。 |
代表的な表面粗さの求め方
| 求め方 | 図示方法 | 内容 |
| 算術 平均 粗さ Ra | 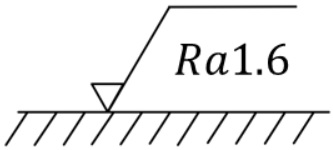 | 指定された長さにおける凹凸の 差を平均して示した数値です。 最も一般的に使用される指標で、 平均値をとるために突発的に 発生したキズなどの影響が 小さくなります。 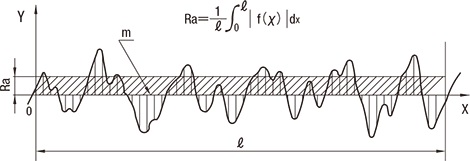 <目安> キリやドリル穴:Ra6.3程度 リーマ穴:Ra3.2程度 旋盤加工:Ra0.1~12.5程度 Ra 25 ほとんど生地のままでよい Ra 12.5 機能上あまり精度を問わない 表面の指定 Ra 6.3 一般的な切削面 Ra 3.2 軸と穴を組み合わせる面 または固定部 Ra 1.6 精密を必要とする取り付け面 Ra 0.8 高精度を必要とする仕上げ面 または集中荷重を受ける面 |
| 最大 高さ 粗さ Rz (旧Ry) | 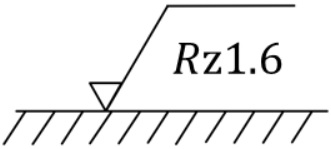 | 指定された長さにおいて 最も低い凹部分と最も高い凸の 部分の差をとる方法です。 1ヶ所のキズがあっても問題となる 場合には、この方法がとられます。 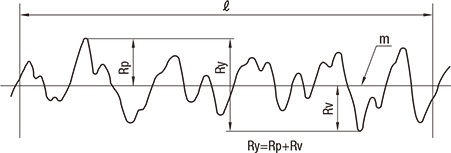 |
| 十点 平均 粗さ Rzjis (旧Rz) | 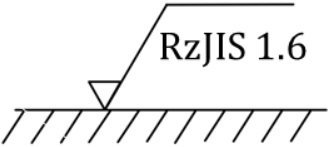 | 指定された長さにおいて 最も低い凹から5番目までと 最も高い凸から5番目までの 計10カ所の平均をとる方法です。 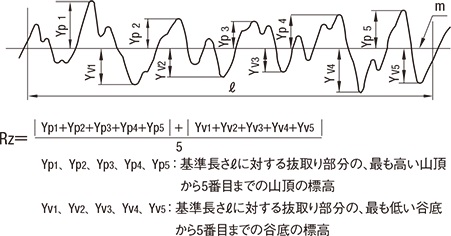 |
年代別表面粗さパラメータ
算術平均粗さ:Ra → Ra → Ra
最大高さ粗さ:Rmax → Ry → Rz
十点平均粗さ:Rz → Rz → Rzjis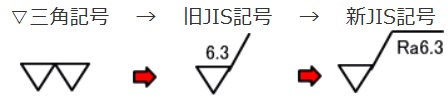
表面粗さのパラメータは、
JIS B 0601に規定されていますが、
1982年に制定され、
1994年と2001年に改定されています。
それぞれで大きく異なるので、
違いを理解しておく必要があります。
年代によって意味が違うので、
どの年代に描かれた図面なのかを
十分に注意する必要があります。
表面性状の図示方法
本来の図示方法
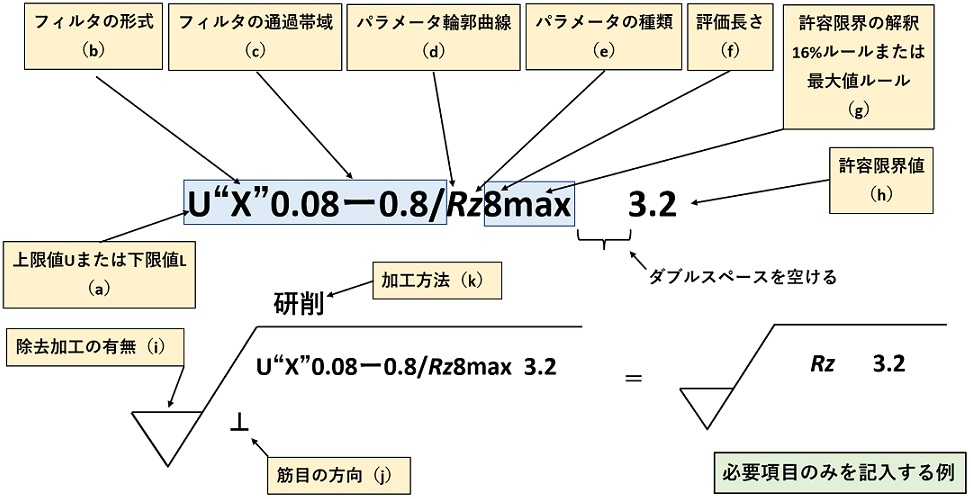
表面性状の全ての管理項目を網羅した
上図の方法は情報量が多過ぎて、
図面上に全てを記載するのは
得策ではありません。
ですので、
一般的には省略してよい項目を全て省略し
簡略化した表示方法が用いられています。
簡略化した図示記号
| 要求事項 | 除去加工の 有無を 問わない場合 | 除去加工を する場合 | 除去加工を しない場合 |
| 指示なし 簡略図示 |  |  |  |
| 指示する |  |  |  |
ちなみに、
除去加工とは、
金属材料の不要な部分を除去して
目的の形に加工する方法です。
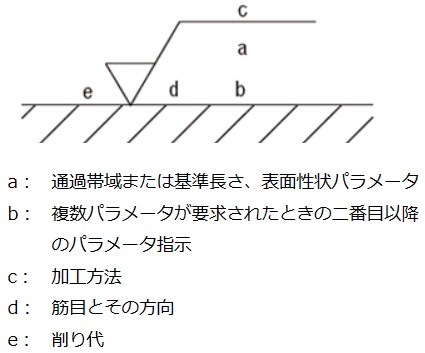
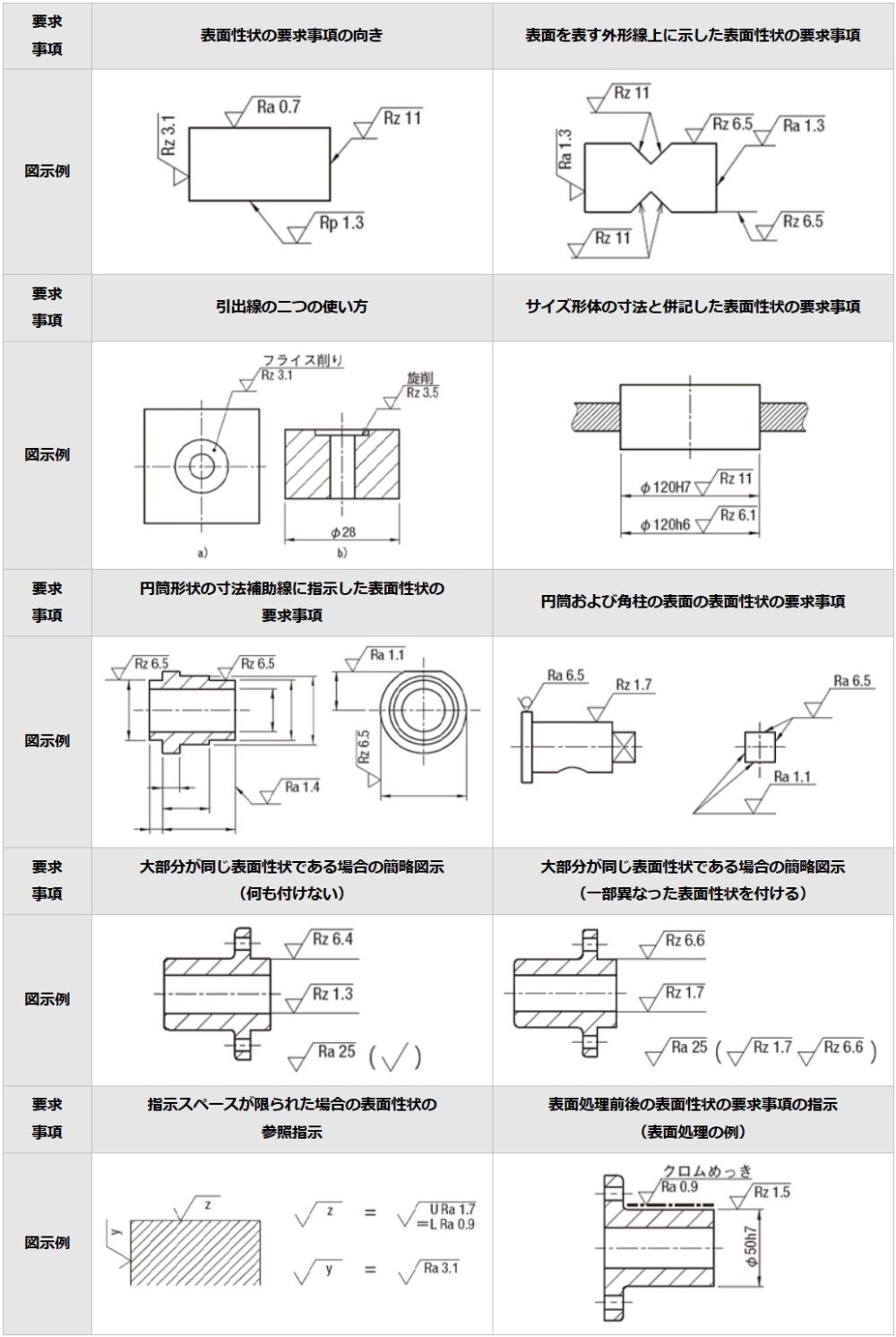
要求事項の指示方法
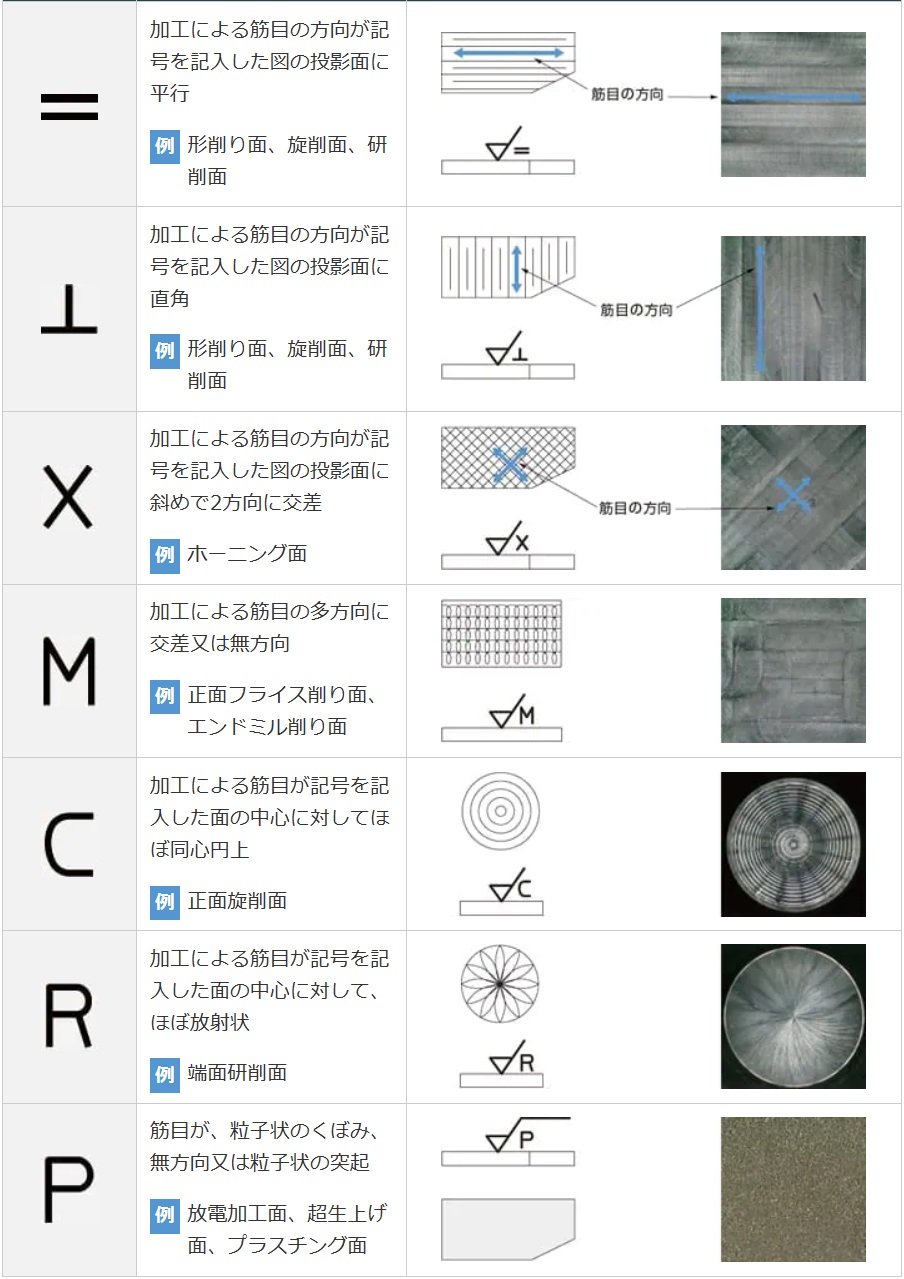
引用:株式会社キーエンス (粗さ入門.com) 筋目方向の記号
表面性状の図示例
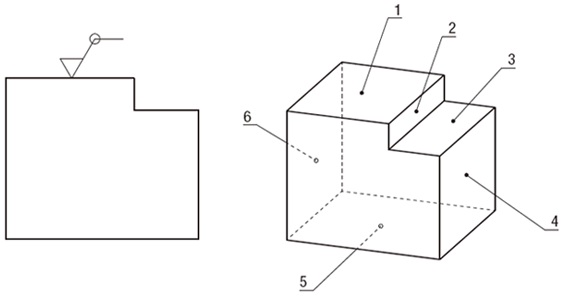
図面上で外形線によって
表された全表面(6面)に適用する
表面性状の要求事項の例引用:株式会社ミスミ (技術情報) 図面およびその他の製品技術文書における指示
各種加工法による粗さの範囲
|
算術 |
0.025 | 0.05 | 0.1 | 0.2 | 0.4 | 0.8 | 1.6 | 3.2 | 6.3 | 12.5 | 25 | 50 | 100 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 最大 高さ Rz |
0.1 -S |
0.2 -S |
0.4 -S |
0.8 -S |
1.6 -S |
3.2 -S |
6.3 -S |
12.5 -S |
25 -S |
50 -S |
100 -S |
200 -S |
400 -S |
| 基準 長さ の標 準値 [mm] |
0.25 | 0.8 | 2.5 | 8 | 25 | ||||||||
| 仕上げ記号 | |||||||||||||
| 鍛造 | 精密 | ||||||||||||
| 鋳造 | 精密 | ||||||||||||
| ダイ カスト |
|||||||||||||
| 熱間 圧延 |
|||||||||||||
| 冷間 圧延 |
|||||||||||||
| 引抜キ | |||||||||||||
| 押出シ | |||||||||||||
| タンブ リング |
|||||||||||||
| 砂吹キ | |||||||||||||
| 転造 | |||||||||||||
| 正面フ ライス 削り |
精密 | ||||||||||||
| 平削り | |||||||||||||
| 彫削り (立削り を含む) |
|||||||||||||
| フライ ス削り |
精密 | ||||||||||||
| 精密 中グリ |
|||||||||||||
| ヤスリ 仕上 |
精密 | ||||||||||||
| 丸削り | 精密 | 上 | 並 | 荒 | |||||||||
| 中グリ | 精密 | ||||||||||||
| キリ モミ |
|||||||||||||
| リーマ 通シ |
精密 | ||||||||||||
| ブロー チ削り |
精密 | ||||||||||||
| シェー ビング |
|||||||||||||
| 研削 | 精密 | 上 | 並 | 荒 | |||||||||
| ホーン 仕上 |
精密 | ||||||||||||
| 超仕上 | 精密 | ||||||||||||
| バフ 仕上 |
精密 | ||||||||||||
| ペーパ 仕上 |
精密 | ||||||||||||
| ラップ 仕上 |
精密 | ||||||||||||
| 液体ホ ーニン グ |
精密 | ||||||||||||
| バニシ 仕上 |
|||||||||||||
| ローラ 仕上 |
|||||||||||||
| 放電 型彫 |
|||||||||||||
| ワイヤ ーカッ ト放電 |
|||||||||||||
| 化学 研磨 |
精密 | ||||||||||||
| 電解 研磨 |
精密 | ||||||||||||
パソコン閲覧用資料(印刷用)
表面性状(仕上げ記号)
私が過去に受験勉強した資料で
不足たくさんあると思います。
そこはご容赦いただければと。
それと、クセ字もすみません。
クセが強すぎて一部の同僚には
「シマ字」と言われてました。
関連リンク
関連記事
2級:機構学・機械要素設計
・歯車関係
1級:機械総合基礎
・巻取り機の駆動部
1&2級:工作法
・切削熱と加工精度
1&2級:機械製図
・はめあい公差
・幾何公差
・表面性状(仕上げ記号)
・歯車製図
・溶接記号
科目
・2級:機構学・機械要素設計
・2級:材料力学
・2級:機械力学
・2級:流体工学
・2級:熱工学
・2級:制御工学
・2級:応用・総合
・1級:機械総合基礎
・1級:産業機械
・1級:荷役・運搬機械
・1級:設計管理
・1級:小論文
・1&2級:環境経営&環境・安全
・1&2級:工業材料
・1&2級:工作法
・1&2級:機械製図
記事内キーワード
・機械製図
・機械
・製図
・表面粗さ
・表面性状
・仕上げ
・仕上げ記号
・かさ歯車
・データム
・ボス
・円周振れ
・Ra
注意事項・お知らせ
著作権について
日本機械設計工業会様に著作権などの点で
ご相談させていただいた結果、
機械設計技術者試験の過去問題をベースに、
問題内の数値等を少し変えさせていただいた
類似のオリジナルな問題にしています。
過去問題そのままを掲載はしていません。
科目名称について
科目の名称は過去と現在とで多少違いが
ございますが、内容は概ね違いありません。
私のブログ内では過去の名称のままで
記載させていただくことをご了承ください。
まとめ
機械設計技術者試験は
とても難しい試験です。
試験合格のため以外にも、
日々の設計業務のためにも、
勉強することに意味ありです。
是非とも挑戦して欲しいです。
頑張ってくださいね!
最後までお読みいただき、
ありがとうございました。
