機械設計技術者試験の科目の一つである、
工作法の中の、
加工法での素材特性と加工性についての、
オリジナル勉強資料を公開いたします。
機械設計技術者試験合格を目指される方の
お役に立てればと思っております。
機械設計技術者試験 3級
の受験を目指されている方は、
くろたか【機械設計】
のYouTubeチャンネルをご覧ください。
くろたかさんが丁寧に解説されてます。
チャンネル登録よろしくお願いします。
機械設計技術者試験 (3級) はこちら。
オリジナル勉強資料
スマホ閲覧用資料
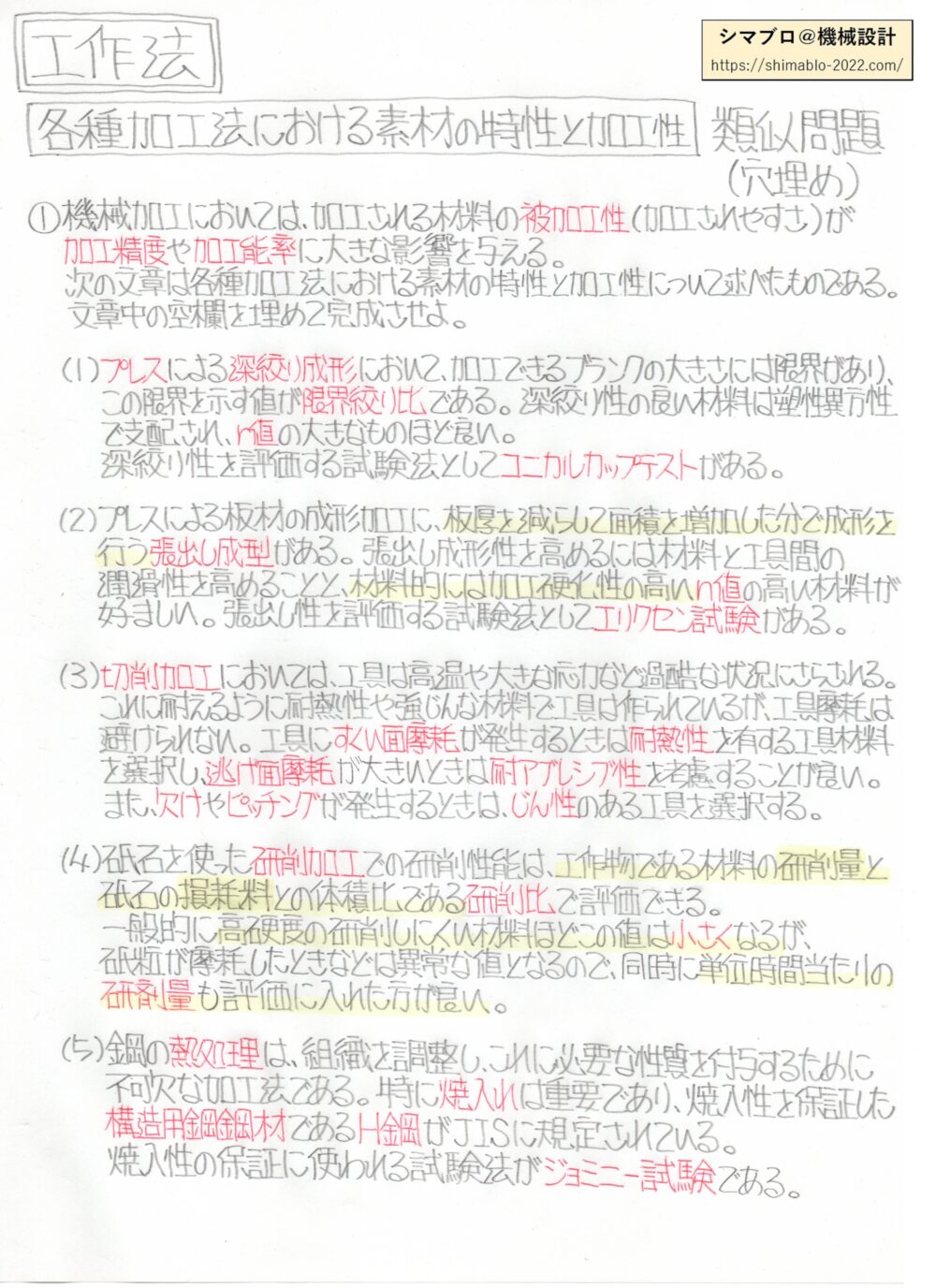
加工法での素材特性と加工性
機械加工においては、加工される材料の
被加工性(加工されやすさ)が加工精度や
加工能率に大きな影響を与える。
次の文章は、
各種加工法における素材の特性と加工性
について述べたものである。
空欄に適切な語句を下記から選択せよ。
(空欄部は太字・赤太字と仮定します。)
(01)
プレスによる深絞り成型において、加工でき
るブランクの大きさは限界があり、この限界
を示す値が限界絞り比である。
深絞り性の良い材料は塑性異方性で支配され
r値の大きなものほど良い。
深絞り性を評価する試験法として、
コニカルカップテストあある。
ちなみに、
深絞り成形とは、
金属板成形法の一つです。
種類としては、
・円筒絞り加工
・角筒絞り加工
・異形絞り加工
・円錐絞り加工
・角錐絞り加工
・球頭絞り加工
の6種類に分類されます。
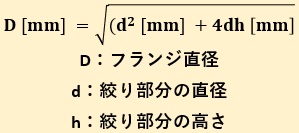
ブランクとは、
素材となる板のことで、
ブランク直径の計算は、
絞り率(m)の計算は、
初絞り:m1 = 0.5~0.6
2絞り:m2 = 0.75~0.8
3絞り:m3 = 0.8~0.9
が目安になります。
工程が繰り返される毎に
加工硬化で絞りにくく
なります。
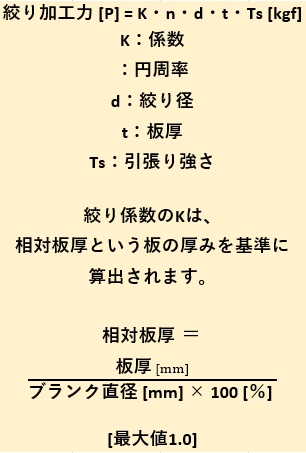
ちなみにもう一つ、
プレス機は算出された
絞り加工力を基準に
トルク出力を満たす
ものを選定します。
絞り加工力の計算は、
以下の式で算出します。
(02)
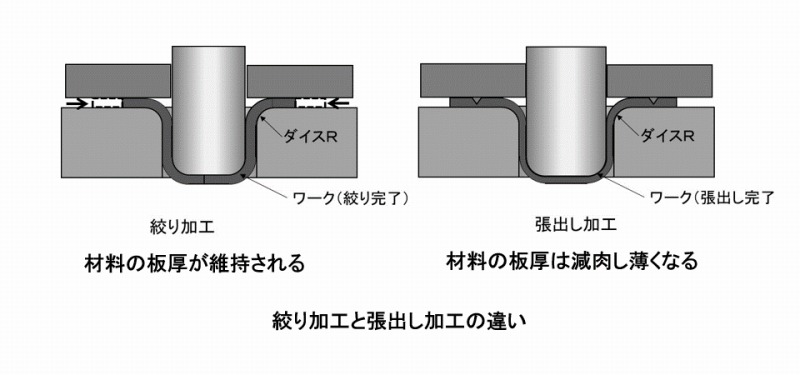
プレスによる板材の成形加工に、板厚を減ら
して面積を増加した分で成形を行う張出し成
形がある。張出し成形性を高めるには材料と
工具間の潤滑性を高めることと、材料的には
加工硬化性の高いn値の高い材料が良い。
張出し性を評価する試験法として、
エリクセン試験がある。
ちなみに、
張出し成形とは、
フランジ部が固定され
材料の延びにより成形
されるため、成形部の
板厚は薄くなります。
ブランクの外周形状は
変わりません。
金型の構造や加工条件
も重要ですが、
特に材料特性に依存する
ところが大きい加工法
であるといえます。
引用:金属塑性加工.com (高橋金属株式会社)
| 名称 | 定義 | 特徴 |
| r値 | 引き伸ばしたときに 板厚方向よりも 幅方向に縮みやすい 材料であるかどうか を示す数値 | r値が大きいほど 絞りやすい |
| n値 | 加工硬化係数。 加工したり変形させ たりすることで材料が 硬くなる性質を表す値 | n値が大きいほど 硬くなる |
(03)
切削加工においては、工具は高温や大きな応
力など過酷な状況にさらされる。
これに耐えるように耐熱性や強じんな材料で
工具は作られているが、工具摩耗は避けられ
ない。工具にすくい面摩耗が発生するときは
耐熱性を有する工具材料を選択し、逃げ面摩
耗が大きい時は耐アブレシブ性を考慮するこ
とが良い。
また、欠けやピッチングが発生する時は、
じん性のある工具を選択する。
ちなみの、
すくい面とは、
切削した切り屑を、
すくって溝へと送り出す
役割りを持っています。
すくい面の角度は、
すくい角と呼ばれ、
すくい角は基本的には
リード角の大きさに
よって決まります。
逃げ面とは、
被削材が切削された面に
触れる箇所のことです。
あまり切削性能に影響が
ないように思いますが、
実際は加工時の摩擦抵抗
などに大きな影響を
及ぼします。
逃げ面の角度は、
逃げ角と呼ばれ、
逃げ角が小さいと
刃先は鈍くなりますが、
刃先がかけにくくなります。
あまり逃げ角が小さいと、
摩擦で熱や抵抗が
発生しやすくなります。
逃げ角が大きい場合、
刃先が鋭くなり切削抵抗も
小さくなりますが、
刃先がもろくなって、
欠けやピッチングなどが
発生しやすくなります。
(04)
砥石を使った研削加工での研削性能は、工作
物である材料の研削量と砥石の摩耗量との体
積比である研削比で評価できる。
一般的に高硬度の研削しにくい材料ほどこの
値は小さくなるが、砥粒が摩耗したときなど
は異常な値となるので、同時に単位時間当た
りの研削量も評価に入れたほうが良い。
ちなみに、
研削加工とは、
除去加工の一種で、
材料表面に高速回転
させた砥石を当てて
削っていく加工法です。
加工時間は必要になりますが、
高精度な仕上げ加工に
用いられます。
切削加工である程度まで
加工したものを、
研削加工で仕上げるといった
加工工程も考えられます。
研削加工の種類には、
・平面研削
・内面研削
・円筒研削
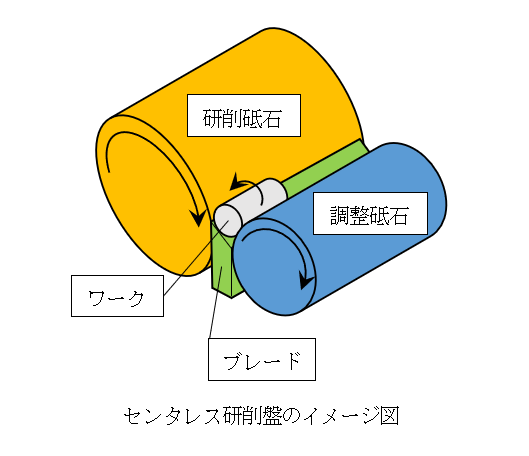
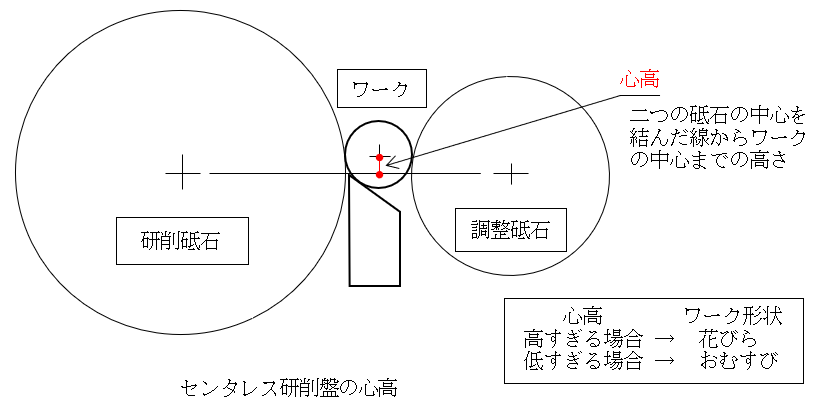
・センタレス研削
などがあります。
| 加工機 | 加工用途 | 種類 | 特徴 |
| 平面 研削盤 | 平面 研削 | — | 砥石の方向: たて軸形、よこ軸形 の2種類 テーブルの種類: 角形と丸形 の2種類 |
| 内面 研削盤 | 内面 研削 | 普通形 | 加工物を回転させ、 砥石も逆方向に回転 させて加工する |
| 内面 研削盤 | 内面 研削 | プラネ タリ形 | 加工物は回転させず、 砥石のみを回転させ て加工する |
| 円筒 研削盤 | 円筒 研削 | — | 砥石と加工物を同時に 高速回転させて 加工する |
| センタ レス 研削盤 | 円筒 研削 | — | 円筒研削のように センター穴 を必要とせず 「芯なし研削盤」 ともいわれます。 研削砥石、 ブレード、 調整砥石 で 構成されます。 |
引用:
精密金属加工VA/VE技術ナビ (佐渡精密株式会社)
(05)
鋼の熱処理は組織を調整し、これに必要な性
質を付与するために不可欠な加工法がある。
特に焼入れは重要であり、焼入れ性を保証し
た構造用鋼鋼材であるH鋼がJISに規定されて
いる。
焼入れ性の保証に使われる試験法が、
ジョミニー試験である。

パソコン閲覧用資料(印刷用)
加工法での素材特性と加工性
私が過去に受験勉強した資料で
不足たくさんあると思います。
そこはご容赦いただければと。
それと、クセ字もすみません。
クセが強すぎて一部の同僚には
「シマ字」と言われてました。
関連リンク
1&2級:工作法
・加工法での素材特性と加工性
・塑性加工法
・切削熱と加工精度
・旋削加工
・NC工作機械
・特殊鋳造法
科目
・2級:機構学・機械要素設計
・2級:材料力学
・2級:機械力学
・2級:流体工学
・2級:熱工学
・2級:制御工学
・2級:応用・総合
・1級:機械総合基礎
・1級:産業機械
・1級:荷役・運搬機械
・1級:設計管理
・1級:小論文
・1&2級:環境経営&環境・安全
・1&2級:工業材料
・1&2級:工作法
・1&2級:機械製図
記事内キーワード
・工作法
・工作
・加工性
・加工精度
・加工能率
・加工法
・被加工性
・プレス
・深絞り
・深絞り成型
・限界絞り比
・r値
・コニカルカップテスト
・張出し成型
・n値
・エリクセン試験
・切削加工
・すくい面
・すくい面摩耗
・耐熱性
・逃げ面
・逃げ面摩耗
・耐アブレシブ性
・欠け
・ピッチング
・じん性
・研削
・研削加工
・研削比
・研剤量
・熱処理
・焼入れ
・構造用鋼鋼材
・H鋼
・JIS
・ジョミニー試験
注意事項・お知らせ
著作権について
日本機械設計工業会様に著作権などの点で
ご相談させていただいた結果、
機械設計技術者試験の過去問題をベースに、
問題内の数値等を少し変えさせていただいた
類似のオリジナルな問題にしています。
過去問題そのままを掲載はしていません。
科目名称について
科目の名称は過去と現在とで多少違いが
ございますが、内容は概ね違いありません。
私のブログ内では過去の名称のままで
記載させていただくことをご了承ください。
まとめ
機械設計技術者試験は
とても難しい試験です。
試験合格のため以外にも、
日々の設計業務のためにも、
勉強することに意味ありです。
是非とも挑戦して欲しいです。
頑張ってくださいね!
最後までお読みいただき、
ありがとうございました。

