機械設計技術者試験の科目の一つである、
機械製図の中の、
溶接記号についての、
オリジナル勉強資料を公開いたします。
機械設計技術者試験合格を目指される方の
お役に立てればと思っております。
機械設計技術者試験 3級
の受験を目指されている方は、
くろたか【機械設計】
のYouTubeチャンネルをご覧ください。
くろたかさんが丁寧に解説されてます。
チャンネル登録よろしくお願いします。
機械設計技術者試験 (3級) はこちら。
オリジナル勉強資料
スマホ閲覧用資料
溶接記号
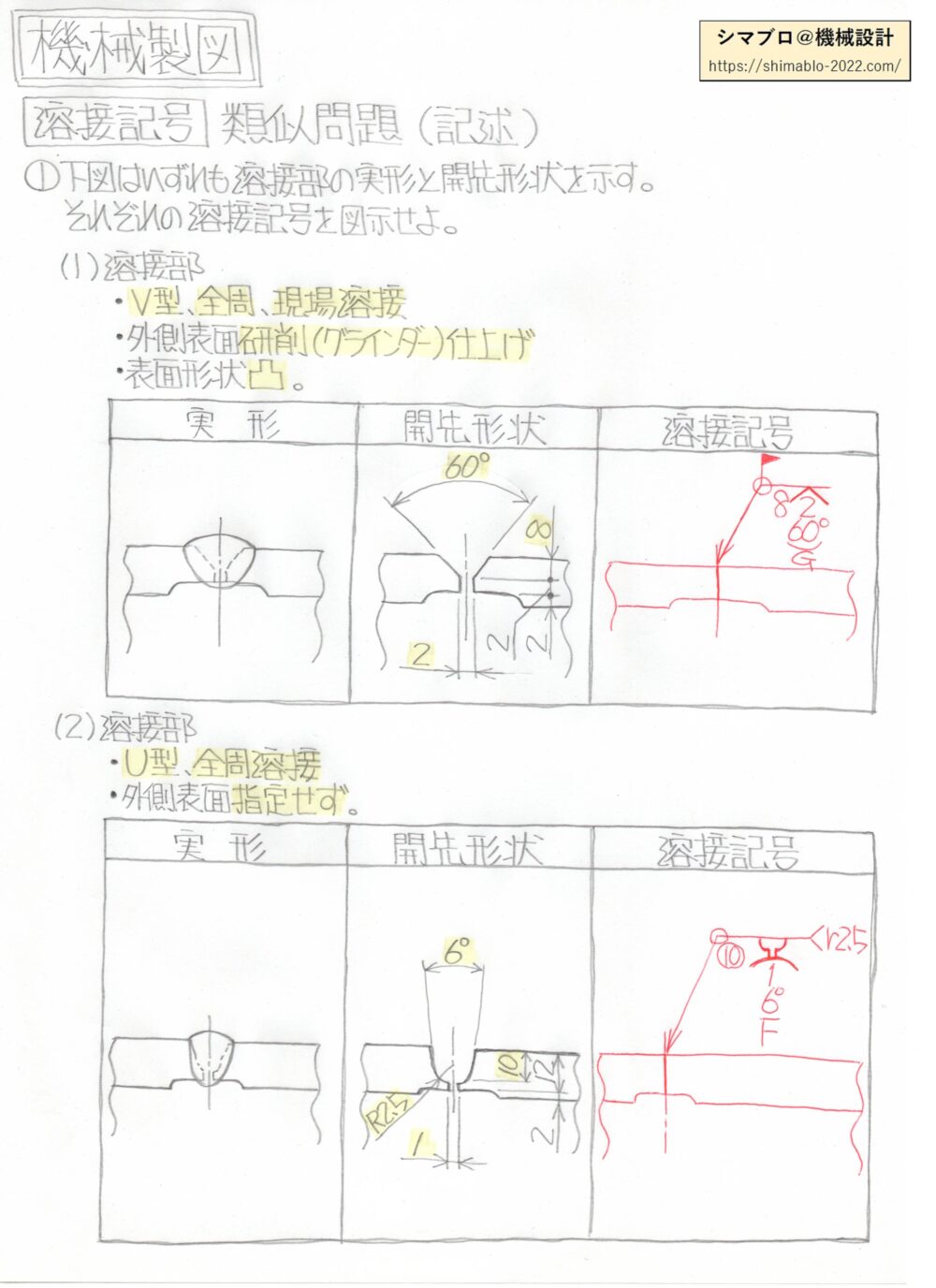
(01)
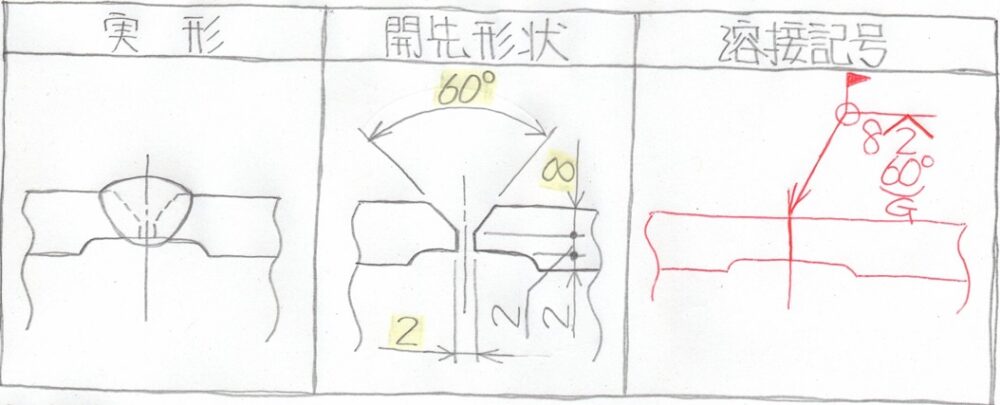
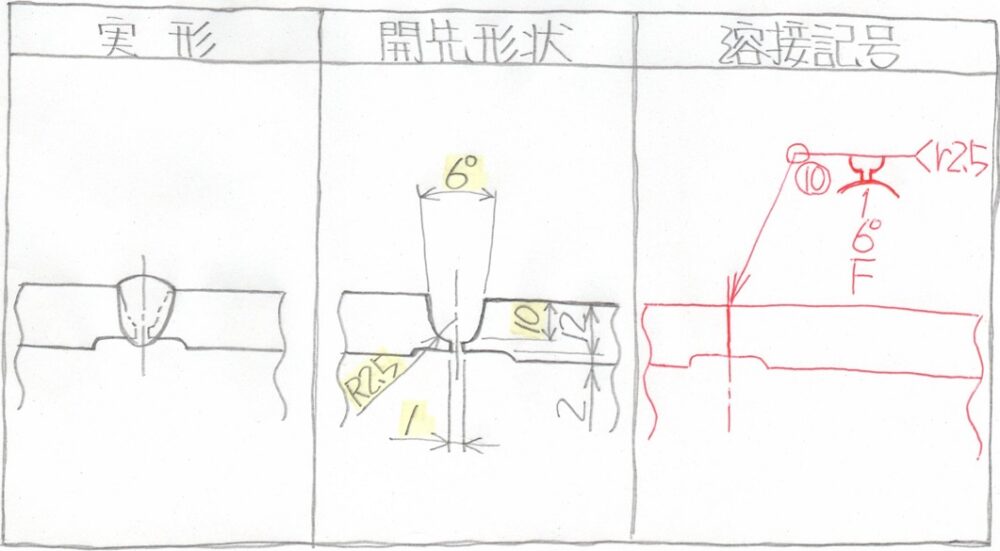
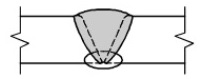
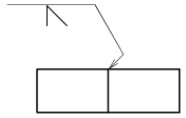
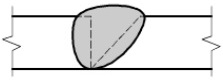
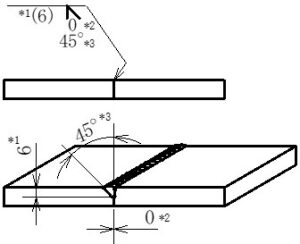
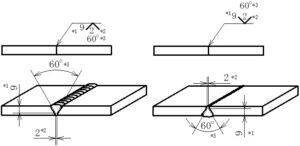
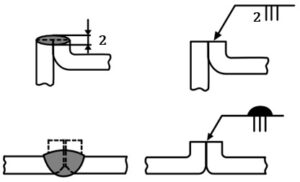
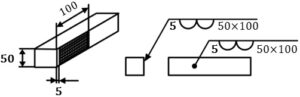
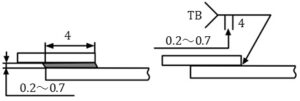
下図はいずれも溶接部の実形と開先形状
を示す。
それぞれの溶接記号を図示せよ。
(a)溶接部
・V型、全周、現場溶接
・外側表面研削(グラインダー)仕上げ
・表面形状凸
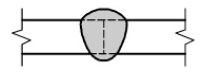
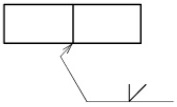
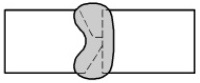
(b)溶接部
・U型、全周溶接
・外側表面指定せず
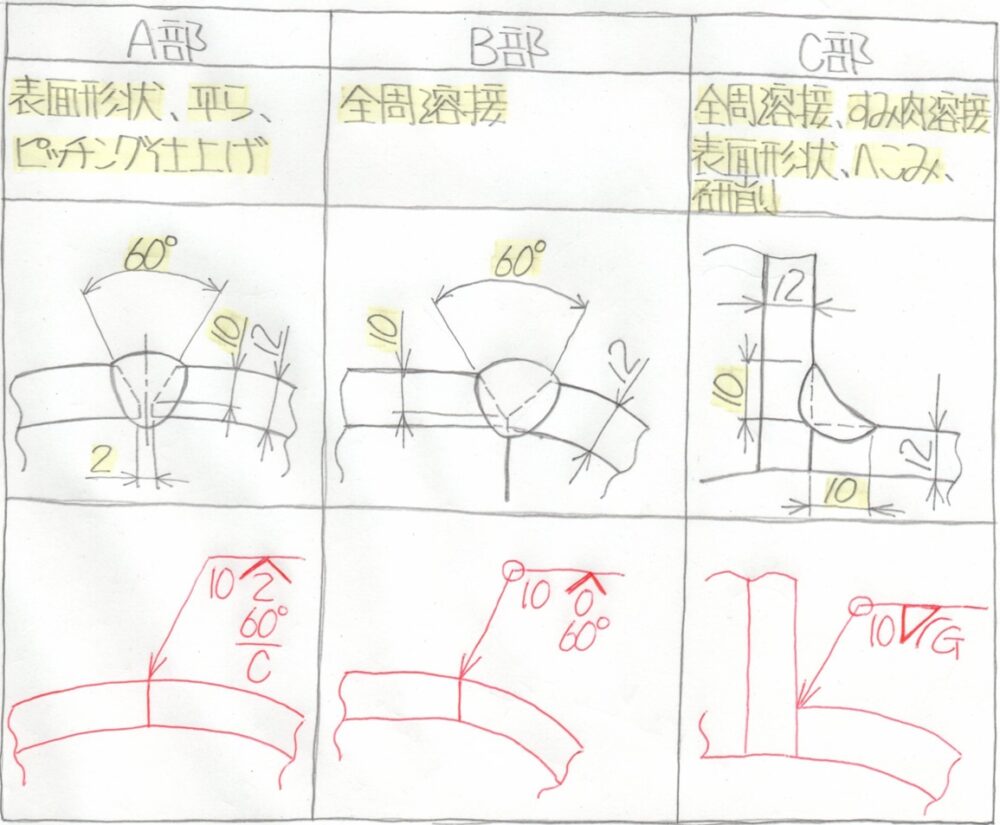
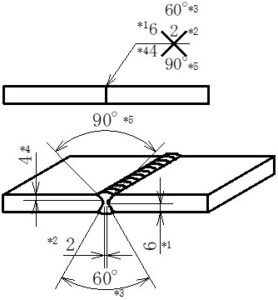
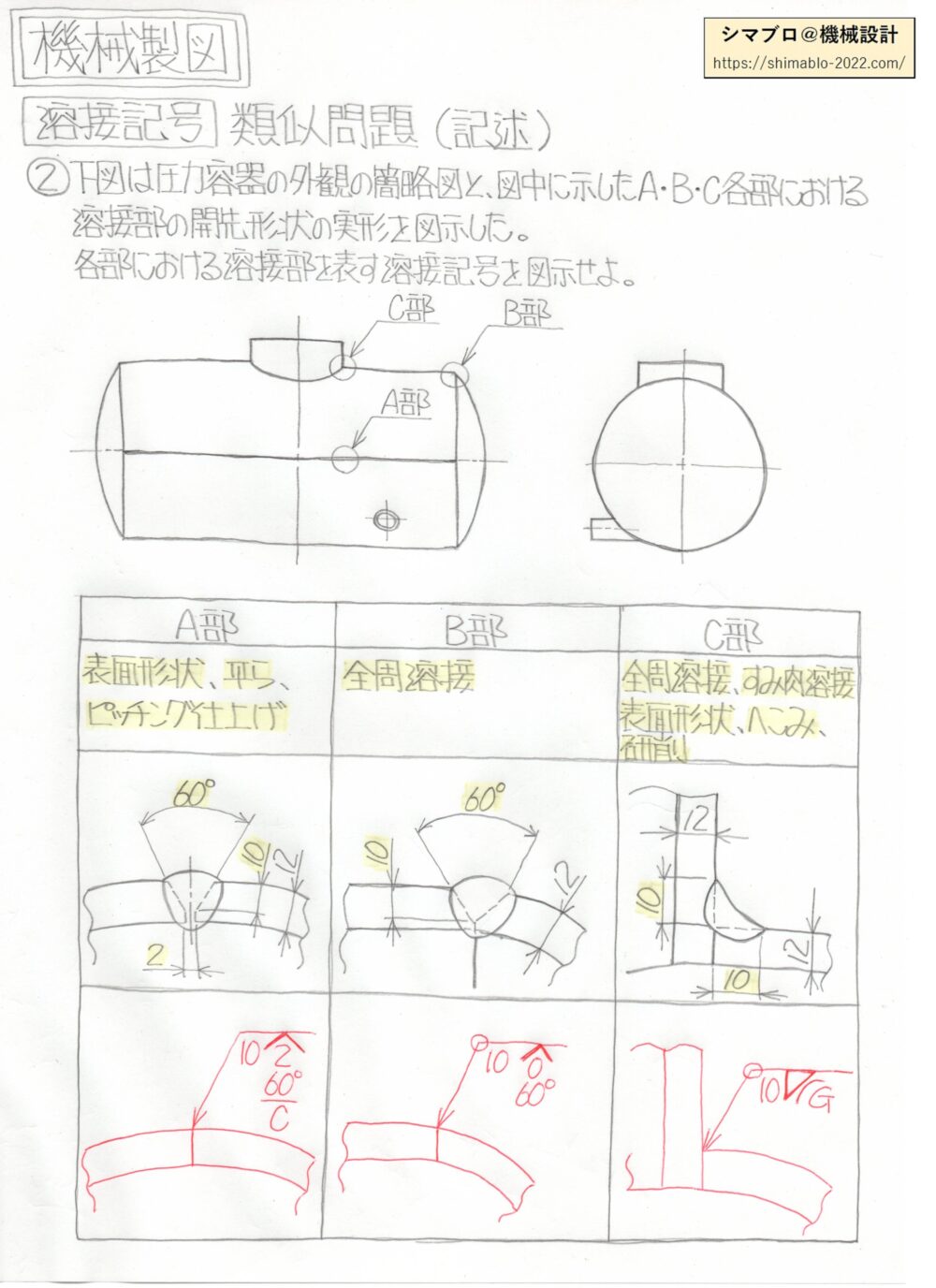
(02)
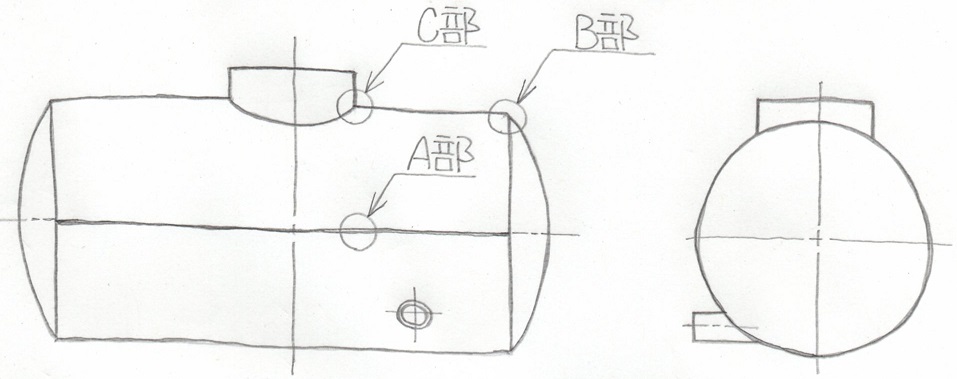
下図は圧力容器の外観の簡略図と、
図中に示したA・B・C各部における
溶接部の開先形状の実形を示した。
各部における溶接部を表す溶接記号を
図示せよ。
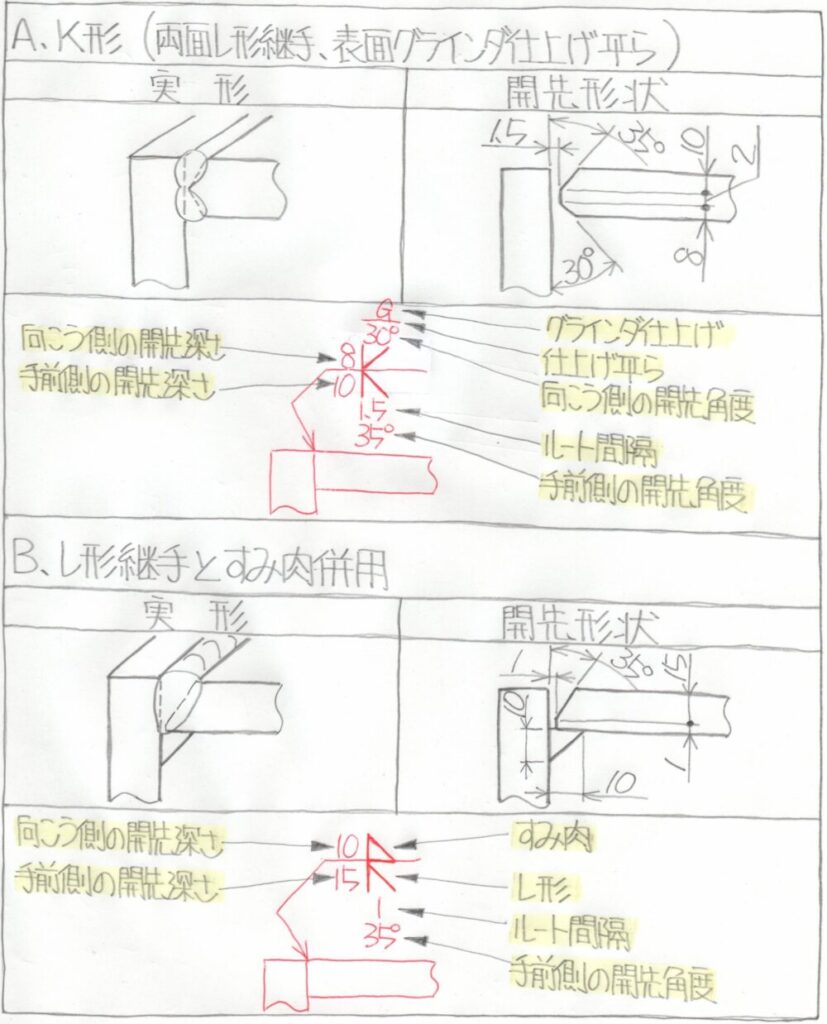
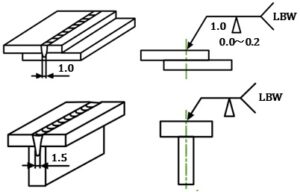
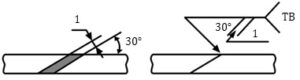
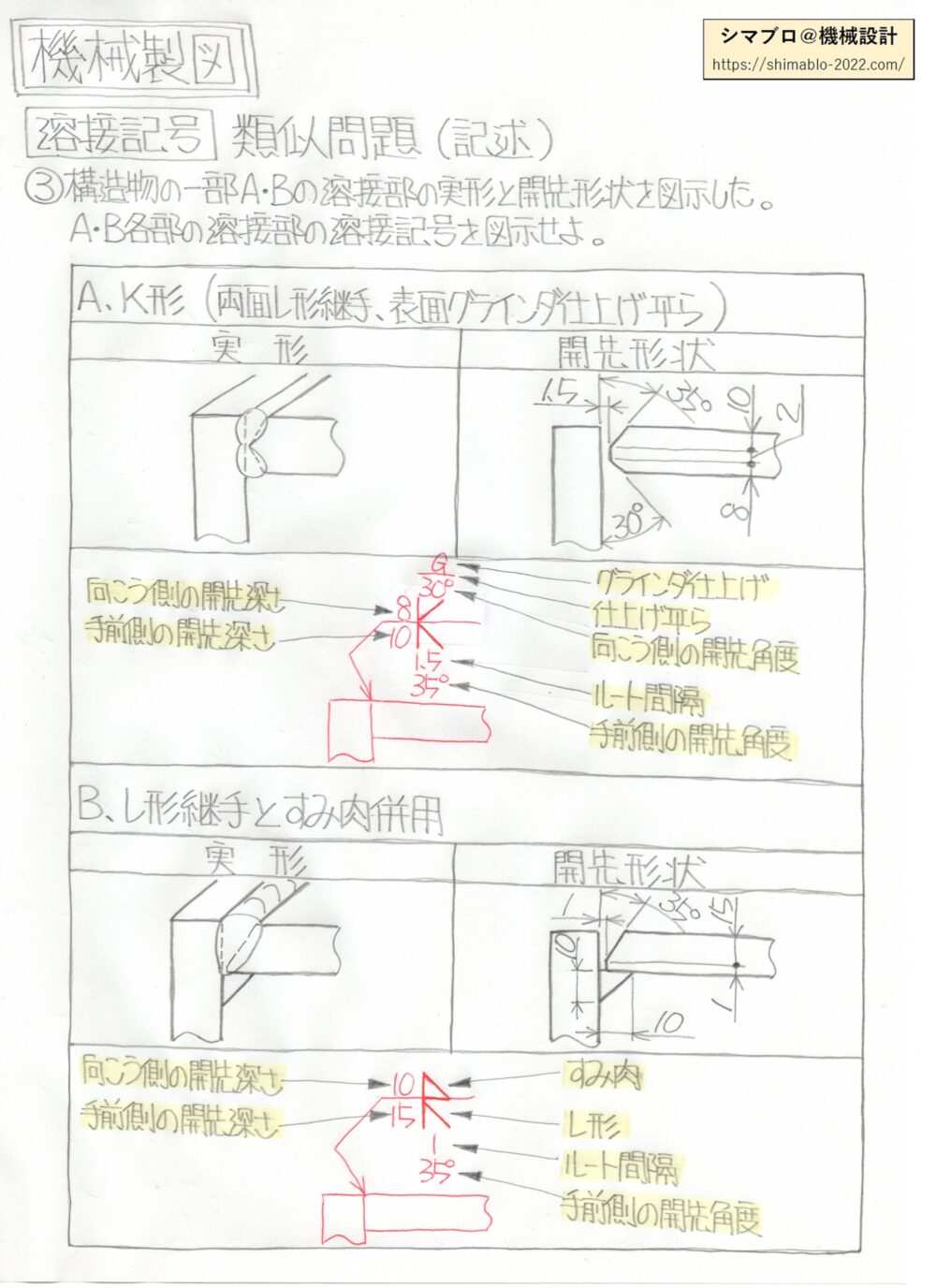
(03)
構造物の一部A・Bの溶接部の
実形と開先形状を図示した。
A・B各部の溶接部の溶接記号を図示せよ。
溶接記号
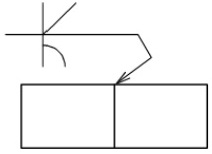
溶接記号の表示方法
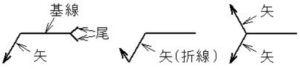
溶接記号は、矢、基線、溶接部記号で構成さ
れています。特別な指示がある場合は尾をつ
けても良いのですが、通常はつけません。
基線は水平に、矢は基線に対して60°くらい
の直線にします。必要であれば矢を2本以上
つけることも可能です。
ただし、基線の両端に矢をつけることはで
きません。
溶接部記号には、基本記号、組合せ記号、補
助記号があります。溶接部記号がついていな
い場合には、形状や方法は問わず溶接で接合
することを意味します。
溶接記号と一緒に溶接部の寸法などもまとめ
て記載することができます。そのときの数値
は、記載する位置によって意味が変わってき
ますので注意が必要です。必要なもののみを
記入すれば良いので、必要がなければ何も書
かなくても問題ありません。
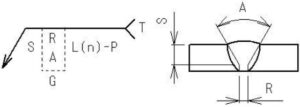
・S…溶接部の断面寸法や開先深さなど
・R…ルート間隔
・A…開先角度
・T…特別指示事項
・G…補助記号
・L…溶接長さや溝長さ
・n…溶接の数
・P…溶接間のピッチ
「L(n) – P」は、断続すみ肉溶接やスロッ
ト溶接、スポット溶接などで使用します。
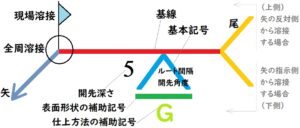
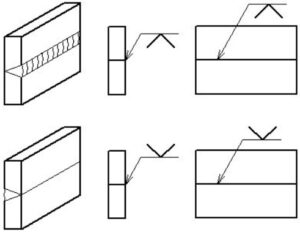
母材の開先(かいさき)方向は、基本記号を
基線の下側に書くか、上側に書くかで区別
します。
基線の下側に基本記号が書かれている場合
は、矢が指す側から溶接します。基線の上
側に基本記号が書かれている場合は、矢の
反対側から溶接します。基本記号に「ルー
ト間隔」や「開先角度」を書き、基本記号
の左側に「開先深さ」を書きます。
溶接の基本記号
| 名称 | 記号 | 形状・寸法 |
| I形開先 |  | 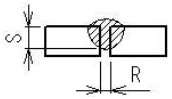 |
| V形開先 | 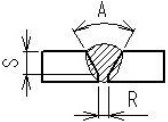 | |
| レ形開先 | 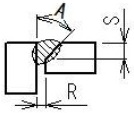 | |
| J形開先 |  | 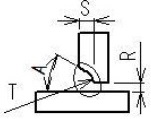 |
| U形開先 | 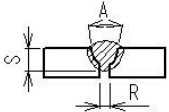 | |
| V形フレア溶接 | 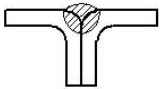 | |
| レ形フレア溶接 | 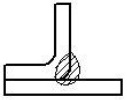 | |
| へり溶接 | ||
| すみ肉溶接 | 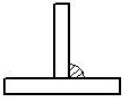 | |
| プラグ溶接 スロット溶接 | 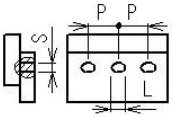 | |
| ビード溶接 | ||
| 肉盛溶接 | ||
| キーホール溶接 |  | |
| スポット溶接 プロジェクション溶接 | ||
| シーム溶接 | 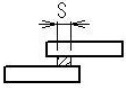 | |
| サーフェス継手 | 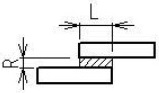 | |
| スカーフ継手 | 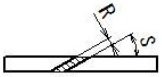 | |
| スタッド溶接 |
・I形、V形、U形開先
サイズが大きすぎて材料が用意できず、平
板などをつなぎ合わせる場合によく使用さ
れます。
・I形、V形、U形、レ形、J形開先
T字やL字などのコーナー部分の溶接で使
用されます。
・V形フレア溶接
板曲げなどによってL字形状をしている部
品同士をつなぎ合わせる場合に使用されま
す。感覚的にはルート間隔が0の開先溶接
と似ています。
・レ形フレア溶接
L字形状の部品と平板の面をつなぎ合わ
せる場合に使用されます。
・へり溶接
2つ以上の母材を平行に重ねた状態で、母
材の端面を溶接します。
・すみ肉溶接
主にブラケットやリブなど、材料同士を直
角に溶接する場合に使用します。開先より
も強度が低くなるので、すみ肉溶接で強度
が必要な場合には反対側のコーナー部分も
溶接するすることで強度を増すことができ
ます。
・プラグ溶接・スロット溶接
2つの母材の一方に穴をあけておき、その
穴を埋めるようにして接合する溶接です。
プラグ溶接は丸穴スロット溶接は溝を意
味します。
・ビード溶接
一回のパスで溶接することを意味します。
一回のパスとは一回の溶接操作のことで、
仕上がりは隙間のない一本の溶接跡とな
ります。
・肉盛溶接
溶接肉盛りが問題とならない場合に、強
度を上げるために使用されます。
・キーホール溶接
主にプラズマアーク溶接で、2枚の母材を
重ねて1枚を溶解して貫通させ、再凝固さ
せる溶接方法です。
・スポット溶接・プロジェクション溶接
強度がそれほど必要のない部品の取り付
けなど、部分的な溶接で使用されます。
・シーム溶接
回転電極を使用し、2枚の母材を縫うよう
にして溶接する方法です。
・サーフェス継手
2枚の母材の面同士を溶接する方法です。
・スカーフ継手
I形開先の母材を斜めに加工し、溶接面
を広くとることで強度を上げる継手方法
です。
・スタッド溶接
ピンに電流を流し、直接母材に溶接する
方法です。
対称的な溶接部の組合せ記号
| 名称 | 記号 | 形状 |
| X形開先 |  | 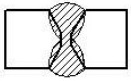 |
| K形開先 |  | |
| H形開先 | 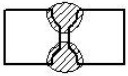 | |
| 両面J形開先 | 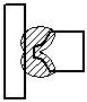 | |
| X形フレア溶接 | 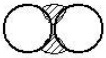 | |
| K形フレア溶接 | 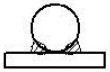 |
・X形開先
V形開先を両面から行い溶接する方法です。
・K形開先
レ形開先を両面から行い溶接する方法です。
・H形開先
U形開先を両面から行い溶接する方法です。
・両面J形開先
J形開先を両面から行い溶接する方法です。
・X形フレア溶接
2つの丸棒などの母材に、V形フレアを両側
から行い溶接する方法です。
・K形フレア溶接
板材と丸棒などの母材に、レ形フレアを両側
から行い溶接する方法です。
溶接の補助記号
表面性状
| 名称 | 記号 | 図示例・形状 |
| 平ら 仕上げ | 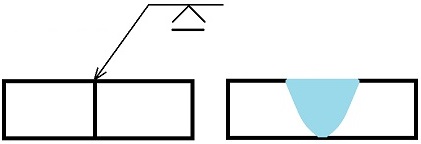 | |
| 凸形 仕上げ | 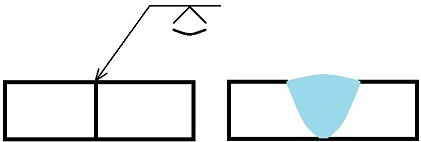 | |
| へこみ 仕上げ | 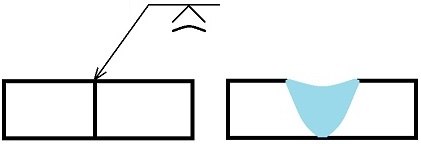 | |
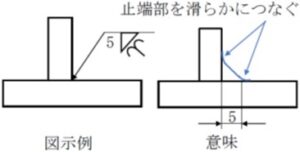
| 止端 仕上げ |  | 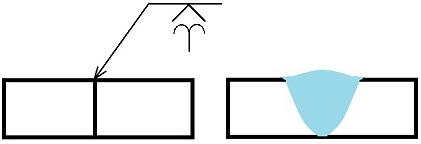 |
「止端仕上げ」は、下図のように溶接ビード
と母材の境界部を曲線上に滑らかにつなぐ表
面仕上げのことです。
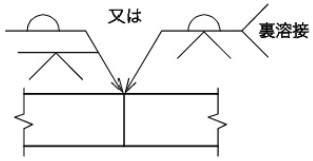
| 名称 | 記号 | 図示例・形状 | |
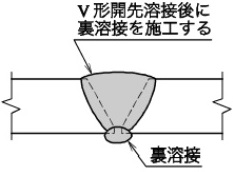
| 裏溶接 (V形開先溶接 後に施行する) |
 |
||
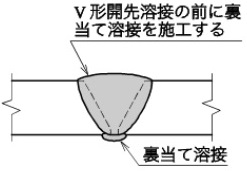
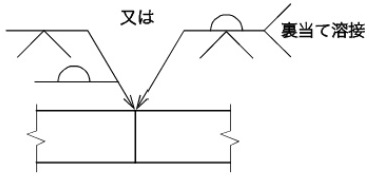
| 裏当て溶接 (V形開先溶接 前に施行する) |
 |
||
| 裏波接 (フランジ溶接, へり溶接含む) |
 |
||
| 裏当て | 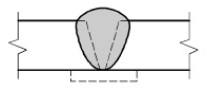 |
||
| 裏当て (取外さない) |
|||
| 裏当て (取外す) |
|||
| スペーサ | 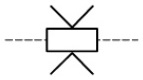 |
 |
|
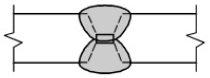
| 消耗 インサート材 |
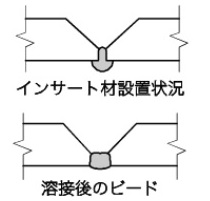 |
||
V形などの開先にルート間隔を取って突合せ
溶接するとき、溶接する板や管の裏側にも溶
接ビードを出すことを「裏波溶接」といいま
す。
完全溶け込み溶接となって、溶接部の強度が
確保されるので、耐圧部材などに適用されま
す。
仕上げ方法
| 名称 | 記号 | 形状・図示例 |
| チッピング | C | 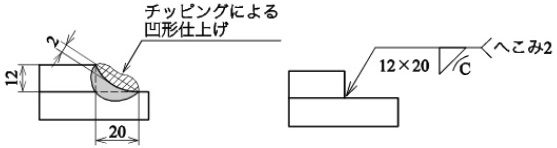 |
| グラインダ | G | 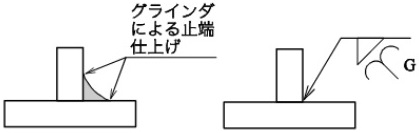 |
| 切削 | M | 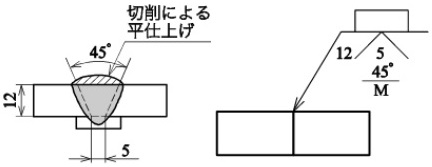 |
| 研磨 | P | 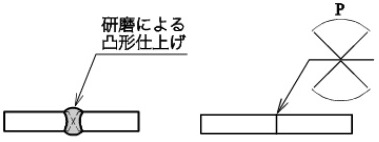 |
その他 (全周・二点間・現場)
| 名称 | 記号 | 形状・図示例 |
| 全周溶接 | 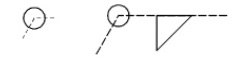 | 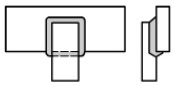 |
| 二点間溶接 |  | 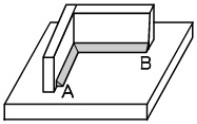 |
| 現場溶接 |  | なし |
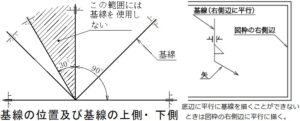
基線と矢の表現方法
基線
溶接記号はつける位置を逆にすると、溶接方
向まで変わってきますので注意が必要です。
基線は水平にできない場合は下図のようにし
ます。
多段基線の使用例
| 形状 | 図示方法 |
 |  |
 |  |
矢
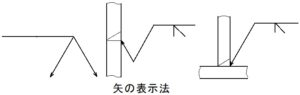
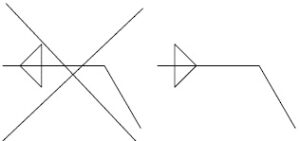
レ形、J形、レ形フレアなど非対称な溶接部
において開先を取る部材の面又はフレアのあ
る部材の面を指示する必要のある場合は、矢
を折線とし、開先を取る面又はフレアのある
面に矢の先端を向けます。
開先を取る面が明らかな場合は省略してよい
です。折線としない場合は、いずれの面に開
先を取ってもよいことになるので、注意が必
要です。
| 形状 | 図示方法 |
 |  |
 |  |
 |  |
矢の側及び反対側の例
| 溶接の名称 | 矢の向き | 形状 | 図示方法 |
| すみ肉 レ形開先 レ形開先 J形開先 | 反対側 矢の側 反対側 矢の側 |  | 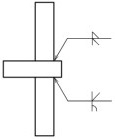 |
| V形開先 | 矢の側 反対側 | 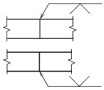 | |
| 溶融 スポット | 矢の側 反対側 |  | 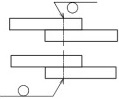 |
| プラグ | 矢の側 反対側 |  | 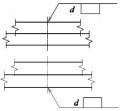 |
| スロット | 矢の側 | 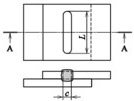 | 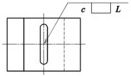 |
| スロット | 反対側 | 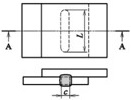 | 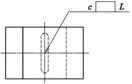 |
| 溶融 シーム | 矢の側 |  | 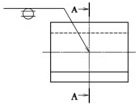 |
| 溶融 シーム | 反対側 | 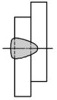 | 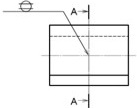 |
| ステイク | 矢の側 |  | 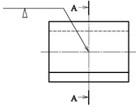 |
| ステイク | 反対側 |  | 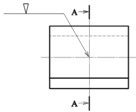 |
| 抵抗 スポット | 側に関 係なし |  | |
| 抵抗 シーム | 側に関 係なし | 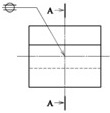 | |
| プロジェ クション | 矢は突 起をも つシー トを指 す |  | 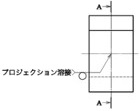 |
溶接記号の図示方法
突き合わせ溶接 (I形開先)
| 溶接部の情報 | 形状 | 図示方法 |
| 矢の側 または 手前側 |  | 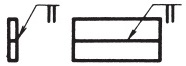 |
| 矢の反対側 または 向こう側 |  | 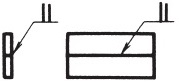 |
| 両側 |  | 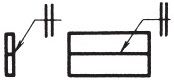 |
| ルート間隔 2mmの場合 |  |  |
| ルート間隔 2mmの場合 |
2枚の板を突き合わせて溶接を行います。ル
ートを取って片側からの溶接で完全溶け込み
溶接を指示した場合、裏当て金という治具を
反対側に当てて溶接が行われます。
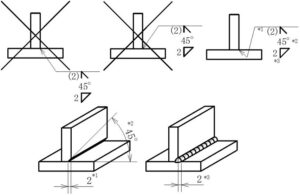
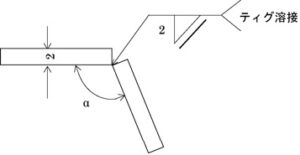
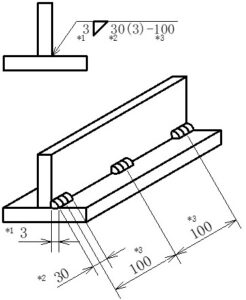
突き合わせ溶接 (レ形開先)
| 溶接部の情報 | 形状 | 図示方法 |
| 矢の側 または 手前側 |  |  |
| 矢の反対側 または 向こう側 |  | 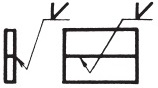 |
| T継手 裏あて金使 用開先角度 45° ルート間隔 6.4mm の場合 |  |  |
開先を取る部材側に基線を配置し、開先を取
る部材に向かうように矢を配置します。
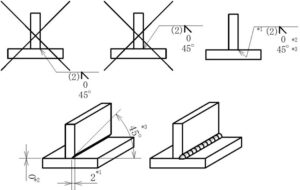
この例では部分溶け込み溶接指示となります。
部分溶け込み溶接の場合、開先寸法を( )付け
で記載します。部分溶け込み溶接とは金属同
士を溶かして接合する部分が反対側までまわ
らず片側に留まっている状態の溶接を言いま
す。
突き合わせ溶接 (K形開先)
| 溶接部の情報 | 形状 | 図示方法 |
| 両側 |  | 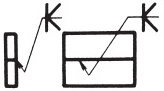 |
| 矢の側 開先深さ 16mm 開先角度 45° 矢の反対側 開先深さ 9mm 開先角度 45° ルート間隔 2mmの場合 | 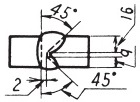 | 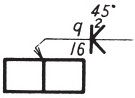 |
| T継手 開先深さ 10mm 開先角度 45° ルート間隔 2mmの場合 | 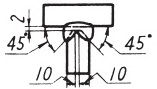 | 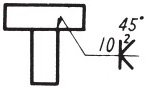 |
この例では開先をとってルート1をとること
で部材と部材の合わせ目が全て溶け合わさる
ことになります。
これを完全溶け込み溶接といいます。フルペ
ネともいい、フルペネの場合は開先寸法に( )
は付けません。
突き合わせ溶接 (V形開先)
部材両方に開先を取ることでV型指示ができ
ます。
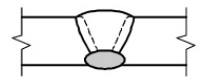
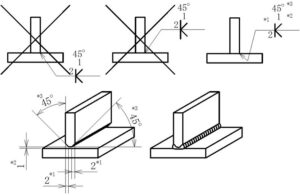
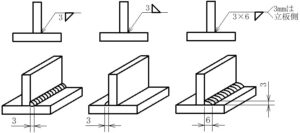
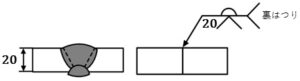
突き合わせ溶接 (X形開先)
部材両方の両面に開先を取ることでX型の指
示ができます。表面のVを溶接したのちに、
裏面のVを溶接する前に“裏はつり”という
作業が必要になります。
例のような溶接指示の場合、次図に示すよ
うに多層・多パスの溶接が行われます。

表側の溶接が終わった時、初層にブローホー
ルなどの溶接不良が発生しやすいため、この
初層を除去する作業が裏はつりです。裏面を
溶接する前にガウジングなどにより初層を吹
き飛ばします。
組合せ開先溶接 (突き合わせ+すみ肉)
レ型とすみ肉を組合わせた指示も可能です。
この図の場合もレ型は部分溶け込み溶接です
ので、( )寸法となります。
フレア溶接 (V形・X形)
| 溶接部の情報 | 形状 | 図示方法 |
| 矢の側 または 手前側 |  |  |
| 矢の反対側 または 向こう側 |  |  |
| 両側 |  |  |
フレアスカート(flare skirt)のように朝顔
状、円弧状に広がった溝へ溶接することから
「フレア溶接」という名前がついたと言われ
ています。
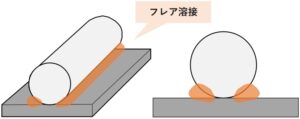
フレア溶接 (レ形・K形)
| 溶接部の情報 | 形状 | 図示方法 |
| 矢の側 または 手前側 |  | 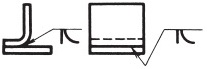 |
| 矢の反対側 または 向こう側 |  |  |
| 両側 |  | 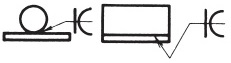 |
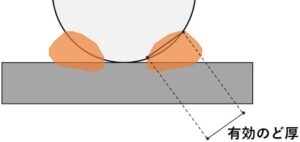
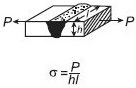
のど厚(読み:のどあつ)とは溶接の厚みのこ
とです。のど厚のうち応力が伝わる厚みを
「有効のど厚」といいます。
規格では下限を薄板側の70%以上と定めてい
ます。
フレア溶接の溶接長さは原則として以下の通
りです。
片面溶接
10d以上(dは鉄筋径)+2S(Sは溶接サイズ)
両面溶接
5d以上(dは鉄筋径)+2S(Sは溶接サイズ)
へり溶接 (裏波溶接)
へり溶接とは鋼板と鋼板のへりを溶接する方
法です。溶接しようとする母材を二つ又はそ
れ以上、ほぼ平行に端面をそろえて重ねた状
態で、重ねた母材の端面を溶接する溶接継手
のことです。
箱物の角部溶接の場合、
JIS Z 3021(溶接記号)の附属書 Bに
「角度(α)による継手の区分」の記載があり、
部材のなす角(α)により、
①継手の種類と、
②溶接の種類が、
次のように区分されています。
角度αが、
135°以上で180°以下
⇒ 突合せ継手(突合せ溶接)
αが30°より大きく135°未満
⇒ 角継手(すみ肉溶接)
αが0°以上で30°以下
⇒ ヘリ継手(ヘリ溶接)
すみ肉溶接
| 溶接部の情報 | 形状 | 図示方法 |
| 矢の側 または 手前側 |  |  |
| 矢の反対側 または 向こう側 |  |  |
| 両側 |  | 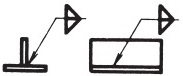 |
| 脚長 6mmの場合 | 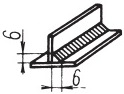 |  |
| 不等脚の 場合 小さい脚の 寸法を先に 大きい脚を 後に書き ()でくくる | 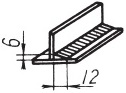 | 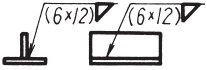 |
| 溶接長さ 500m の場合 | 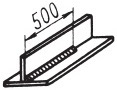 |  |
| 両側脚長 6mmの場合 | 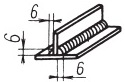 | 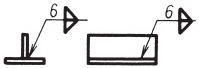 |
| 両側脚長の 異なる場合 | 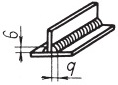 |  |
| 矢の側 または 手前側 | 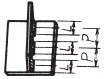 | 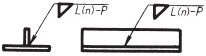 |
| 矢の反対側 または 向こう側 | 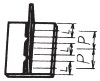 | 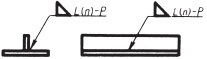 |
| 両側 |  | 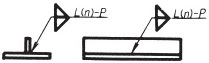 |
| 並列溶接 溶接長さ 50mm 溶接数 3 ピッチ 150mm の場合 | 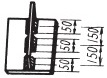 | 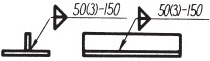 |
| 千鳥溶接 手前側脚長 6mm 向う側脚長 9mm 溶接長さ 50mm 溶接数 矢の側 2 矢の反対側 2 ピッチ 300mm の場合 | 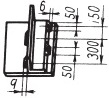 | 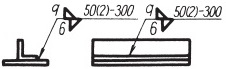 |
| 千鳥溶接 両側脚長 6mm 溶接長さ 50mm 溶接数 矢の側 3 矢の反対側 2 ピッチ 300mm の場合 |  |  |
上左図は間違い例です。
CADだと簡単にコピーできるので起きやすい
間違いです。
上右図のように作図して下さい。
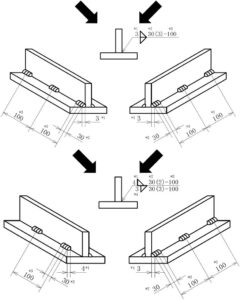
手前側と反対側とでずらして指示することが
あり、千鳥溶接と呼ばれます。
溶接ひずみが小さくなる印象です。
すみ肉溶接の各部名称
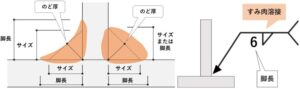
脚長
根元の部分(すみ肉継手のルート)から止端(母
材の面と溶接ビードの表面とが交わる点)まで
の距離のことです。
縦方向の脚長と横方向の脚長寸法が等しいも
のは「等脚」、異なるものは「不等脚」と呼
ばれます。
のど厚
溶接金属の余盛りの部分を除いた断面の厚さ
のことです。
「余盛り」は大きく盛りすぎると、応力集中が
起きやすく、ひび割れ等の原因となるため注
意が必要です。
サイズ
すみ肉の溶接金属の大きさを示すために用い
る寸法のことです。
板厚の異なるものを溶接する場合は、すみ肉
溶接のサイズを薄いほうの母材以下とするの
が原則です。
サイズを不必要に大きくすると、以下のよう
な問題があるからです。
・平均破壊応力度が小さくなる。
・入熱の増大によって、ひずみが大きくなる。
・溶接費が増える。
不等脚すみ肉溶接の指示方法
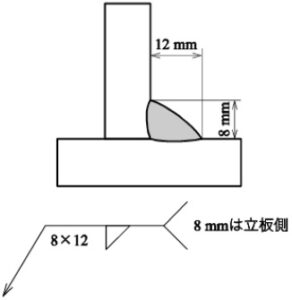
不等脚のときはそれぞれの脚長を示し,小さ
いほうの脚長を先に,大きいほうの脚長を後
に記載します。
不等脚すみ肉溶接の大小関係などの詳細は尾
に記すか、又は実形を示す詳細図を作成する
方が良いです。
プラグ溶接
接合面における所要直径の頭にdを付けて,
プラグ溶接記号の左側に記載します。 プラグ
溶接が部分充塡のときは,溶接深さを基本記
号の内部に記載します。
記載がなければ完全充塡とします。
| 溶接部の情報 | 形状 | 図示方法 |
| 完全充填 | 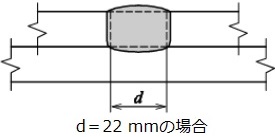 | 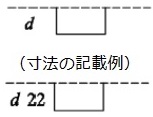 |
| 部分充填 | 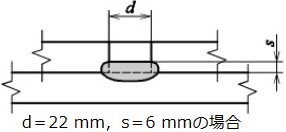 | 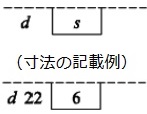 |
| 断続 | 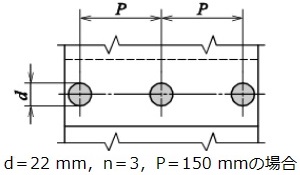 | 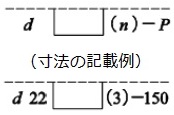 |
d=接合面におけるプラグの所要直径
s=部分充填のとき、溶接深さ
P=プラグの中心間隔
n=プラグの個数
dは主要寸法の頭に付け、
s,P及びnは、所要の数値に置き換える。
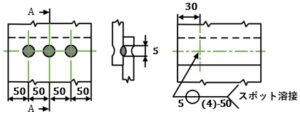
スロット溶接
接合面における所要の幅の頭にcを付けて,
スロット溶接記号の左側に記載する。また,
スロットの公称長さを基本記号の右側に補足
指示します。
スロット溶接が部分充塡のときは,溶接深さ
を基本記号の内部に記載します。
記載がなければ完全充塡とします。
| 溶接部の情報 | 形状 | 図示方法 |
| 完全充填 | 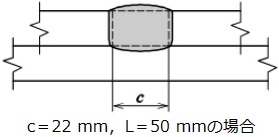 | 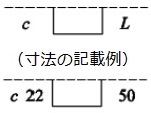 |
| 部分充填 | 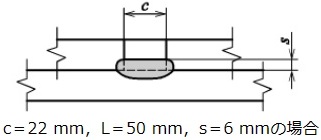 | 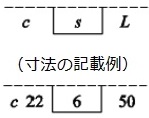 |
| 断続 | 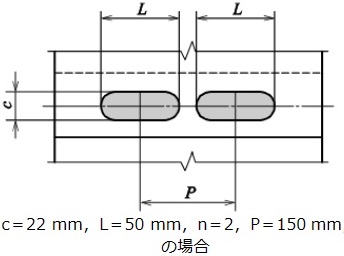 | 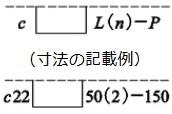 |
完全充填・部分充填
c=接合面におけるスロットの所要幅
L=スロットの公称長さ
s=部分充填のとき、溶接深さ
cは主要寸法の頭に付け、
s,Lは、所要の数値に置き換える。
スロットの位置や方向は図面で指示をする。
断続
c=接合面におけるスロットの所要幅
L=スロットの公称長さ
P=スロットの中心間隔
n=スロットの個数
cは主要寸法の頭に付け、
L,P及びnは、所要の数値に置き換える。
断続溶接のときは,スロットの公称長さ,そ
の数、及び中心間隔を基本記号の右側に補足
指示します。
孔又は溝にすみ肉溶接が指示されるときは,
プラグ/スロット溶接記号は用いません。
プラグ溶接及びスロット溶接の側壁角は,
所要寸法を基本記号の外部に記載します。
| 溶接部の情報 | 形状 | 図示方法 |
| プラグ 溶接 | 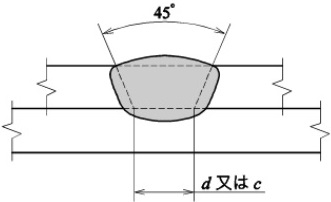 | 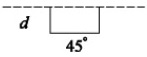 |
| スロット 溶接 | 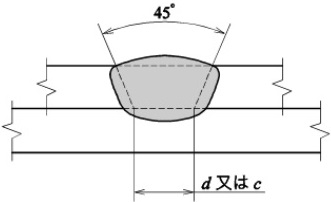 | 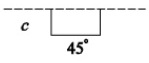 |
ビード溶接
ビード溶接とは、2つの部材を接合する際に
熱や圧力を加え、必要に応じて適当な溶加材
を加えて、一体化された1つの部材とする接
合方法の一つです。
肉盛溶接
肉盛溶接とは、様々な素材の表面に新たに金
属材料を溶接する技術です。部材同士の接合
ではなく、表面処理技術として応用されます。
肉盛溶接の目的は、表面の耐熱性や耐食性や
耐摩耗性を向上させたり、損傷した部材の形
状を復元したりすることです。肉盛金属と母
材との接合界面は溶融しているので強固です。
所要の肉盛厚さを肉盛溶接記号の左側に記載
します。
キーホール溶接
キーホール溶接とは、出力が高いレーザーに
よって狭くて深い溶け込みを作る溶接法です。
溶融池で金属の蒸発が起こり、空洞を形成す
る現象をキーホールと呼びます。
高速で内部構造が一様な溶接ができ、
熱影響部や歪みも小さくなります。
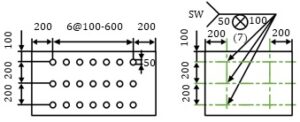
スポット溶接
| 溶接部の情報 | 形状 | 図示方法 |
| 矢の側 または 手前側に 面が平らな 電極を 用いる場合 ピッチ 75mm 点数 2 |  | 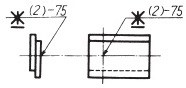 |
| 矢の反対側 または 向う側に 面が平らな 電極を 用いる場合 ピッチ 25mm 点数 5 | 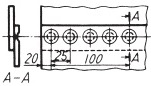 | 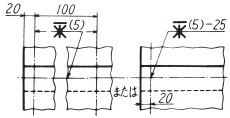 |
| 溶接部の情報 | 形状 | 図示方法 |
| 矢の側 または 手前側 | 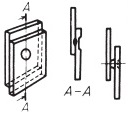 | 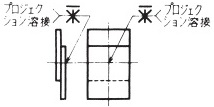 |
| 矢の反対側 または 向う側 | 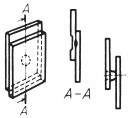 | 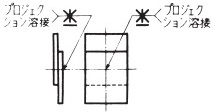 |
所要のスポット径をスポット溶接記号の左側
に記載します。
断続するときは,その数と中心間隔とを基本
記号の右側に記載します。
| 溶接部の情報 | 形状 | 図示方法 |
| 抵抗 スポット | 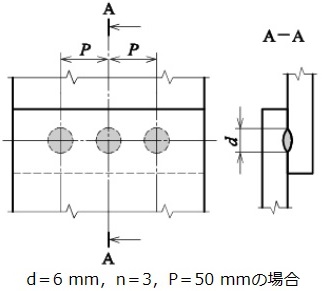 | 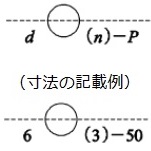 |
| 溶融 スポット | 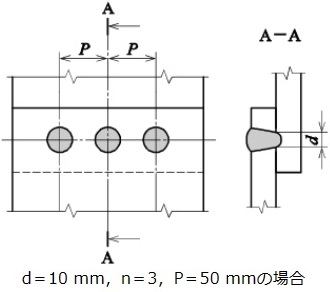 | 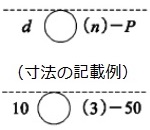 |
d=接合面におけるスポットの所要直径
P=スポットの中心間隔
n=スポットの個数
dは主要寸法の頭に付け、
d,P及びnは、所要の数値に置き換える。
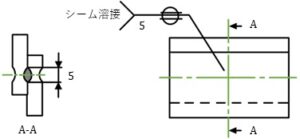
シーム溶接
接合面における所要の溶接幅をシーム溶接記
号の左側に記載します。
断続溶接のときは,シームスロットの公称長
さ,その数及び中心間隔を基本記号の右側に
補足指示します。
| 溶接部の情報 | 形状 | 図示方法 |
| 抵抗 シーム |  | 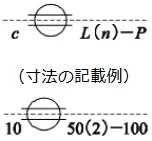 |
| 溶融 シーム | 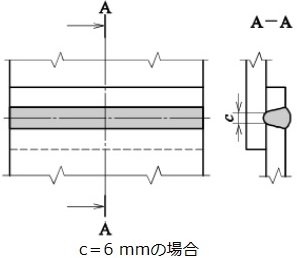 | 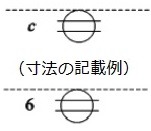 |
c=接合面におけるシームの所要幅
L=シームスロットの公称長さ
P=シームの中心間隔
n=シームの個数
cは主要寸法の頭に付け、
c,L,P及びnは、所要の数値に置き換える。
全線のときは、シーム幅だけ記載する。
サーフェス継手
サーフェス継手は、I形、V形、U形開先が大
きすぎて材料が用意できない場合によく使用
されます。
スカーフ継手
スカーフ継手は、溶接する母材(板)の端面が
フラットになっているI形開先を、溶接面を広
く取るために互いに斜めにそいで溶接する溶
接継手のことです。
スタッド溶接
スタッド溶接の記号には、スタッドの直径、
スタッドの長さ、スタッドの数、スタッドの
配置、スタッドの溶接位置などが含まれます。
所要のスタッド径をスタッド溶接記号の左側
に記載します。
断続するときは,その数と中心間隔とを基本
記号の右側に記載します。
| 溶接部の情報 | 形状 | 図示方法 |
| 断続 | 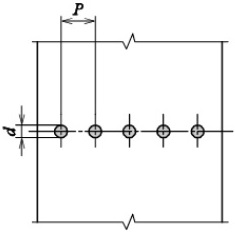 |
開先溶接の記載例
ルート間隔の記載例
開先溶接のルート間隔bは,基本記号の内部
に記載します。ルート間隔は,基線の片側
にだけ記載します。
| 溶接の名称 | 形状 | 記号 |
| I形開先 | 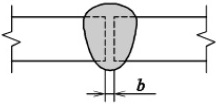 | |
| V形開先 | 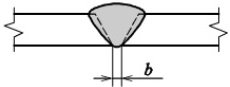 | |
| K形開先 | 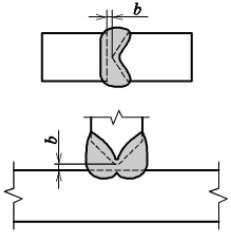 | 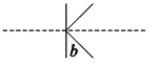 |
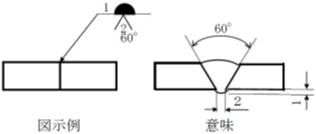
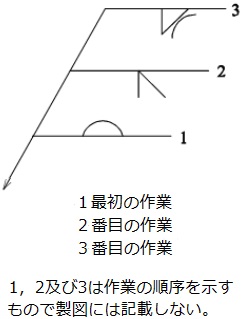
開先角度の記載例
開先溶接の開先角度αは,基本記号の外部に
記載します。 両側溶接のときは,対称であ
るときも,両側の溶接記号に記載すること
を基本とします。ただし、片側の角度を省
略してもよく,そのときは基線の上側に記
載するものとします。
| 溶接の名称 | 形状 | 記号 |
| V形開先 | 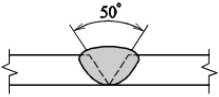 | 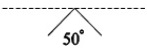 |
| J形開先 | 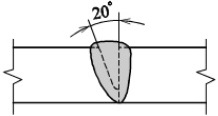 | 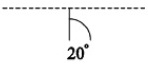 |
| K形開先 (対象) | 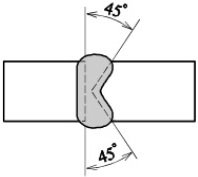 | 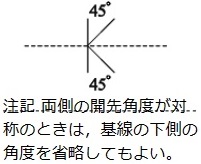 |
| X形開先 (非対象) | 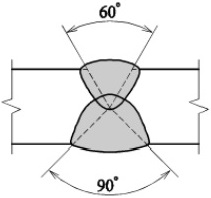 | 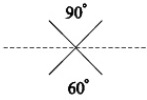 |
開先深さの記載例
開先溶接の開先深さは,基本記号の左側に記
載します。溶接深さを指示するときは括弧で
くくり開先深さに続けます。 両側溶接のとき
は,対称であるときも,両側の溶接記号に記
載することを基本とします。
ただし,片側の開先深さ/溶接深さを省略し
てもよく,そのときは基線の上側に記載する
ものとします。
突合せ溶接の開先深さは,溶接深さに比べ大
きくても,同じでも,小さくてもよいです。
| 溶接の名称 | 形状 | 記号 |
| V形開先 | 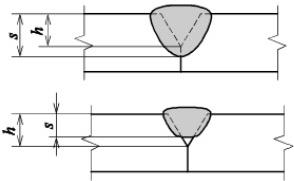 | |
| X形開先 | 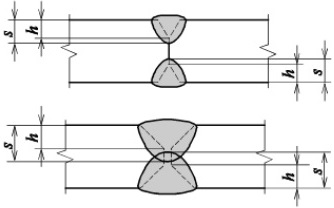 | 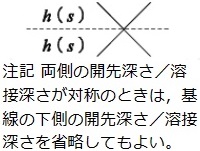 |
その他の溶接記号例
非対称溶接の溶接記号例
完全溶込み/部分溶込みに関わらず寸法を記載
し、のど厚で指示する時は添字aを所要寸法
の前に付けます。
| 溶接の名称 | 形状 | 図示方法 |
| 突合せ | 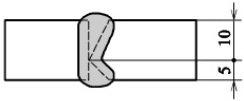 | 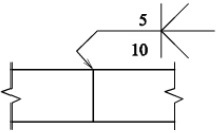 |
| すみ肉 | 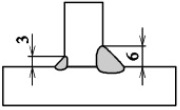 | 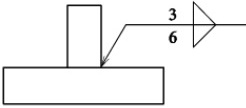 |
角度による継手の区分
| 継手の 種類 | 溶接の 種類 | 角度による 継手の区分 (破線は溶接後の ビードを示す) | α |
| 突合せ 継手 | 突合せ 溶接 | 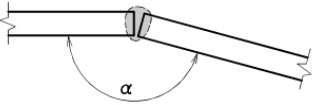 | 135° ≦α≦ 180° |
| 角継手 | すみ肉 溶接 | 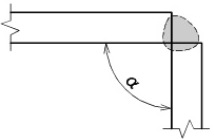 | 30° <α< 135° |
| へり 継手 | へり 溶接 | 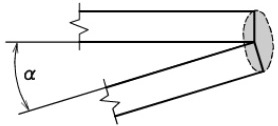 | 0° ≦α≦ 30° |
| T継手 | 開先 溶接 すみ肉 溶接 | 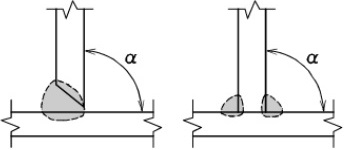 | α= 90° |
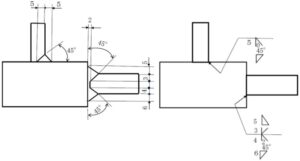
| 斜交 継手 | 開先 溶接 | 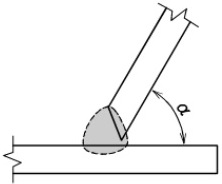 | 45° ≦α< 90° |
| 斜交 継手 | すみ肉 溶接 | 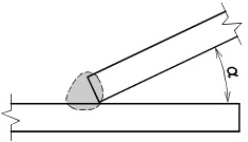 | 5° <α< 45° |
| 重ね 継手 | すみ肉 溶接 | 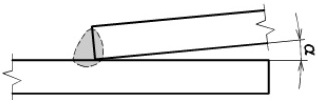 | 0° ≦α≦ 5° |
溶接部の非破壊試験記号
試験方法記号
| 区分 | 記号 |
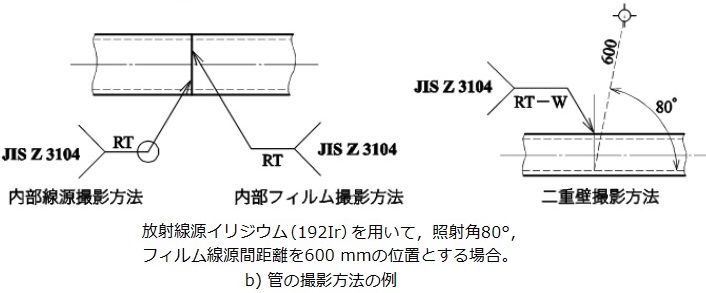
| 放射線透過試験 | RT |
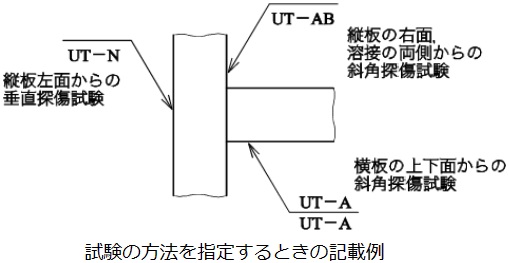
| 超音波探傷試験 | UT |
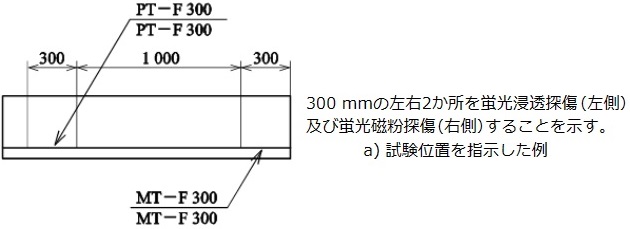
| 磁粉探傷試験 | MT |
| 浸透探傷試験 | PT |
| 渦電流探傷試験 | ET |
| 目視試験 | VT |
| ひずみ測定 | SM |
| 漏れ試験 | LT |
| 耐圧試験 | PRT |
| アコースティック・ エミッション試験 | AE |
補助記号
| 区分 | 記号 |
| 垂直探傷 | N |
| 斜角探傷 | A |
| 溶接線の 片側からの探傷 | S |
| 溶接線を挟む 両側からの探傷 | B |
| 二重壁撮影 | W |
| 非蛍光探傷 | D |
| 蛍光探傷 | F |
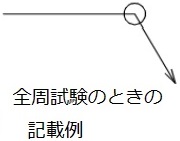
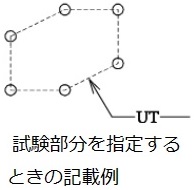
| 全線試験 | 〇 |
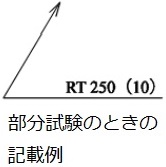
| 部分試験 (抜取試験) | △ |
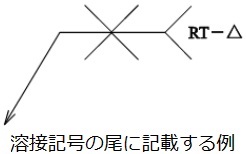
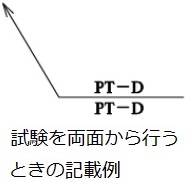
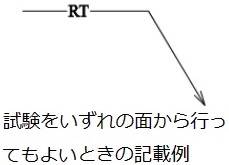
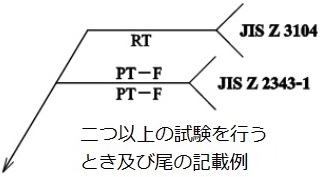
非破壊試験記号の表示方法例
 |  |
 |  |
 |  |
 |  |
 |
 |
 |
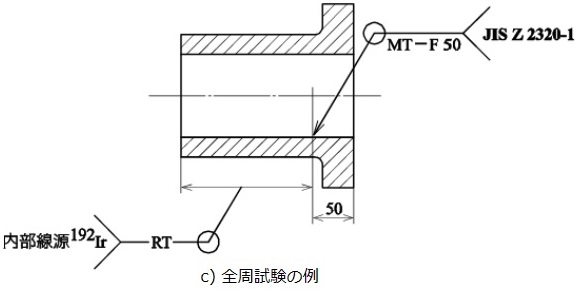 |
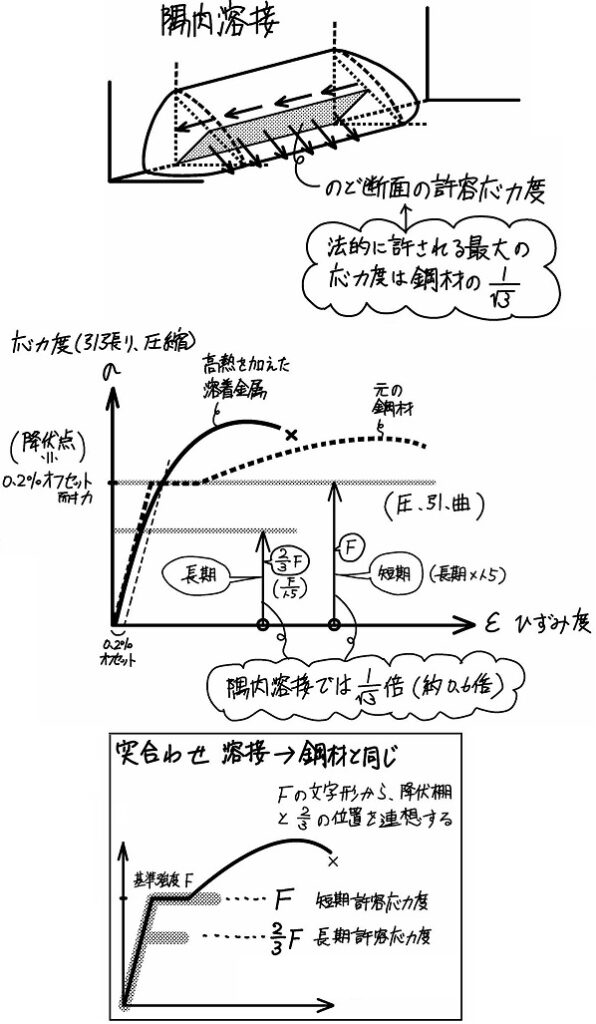
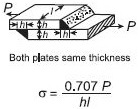
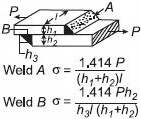
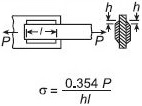
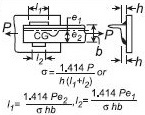
溶接のど断面の許容応力度
突き合わせ溶接は同じ、
隅肉溶接は鋼材の1/√3
溶接部の許容応力度は下表のようになり
ます。
Fの値は、母材に応じた適切な溶接材料を使え
ば、許容応力度は母材と同じにできます。
短期でF、長期で2/3Fは鋼材,鉄筋,高力ボルト
と同じせん断が1/√3となるのも同じです。
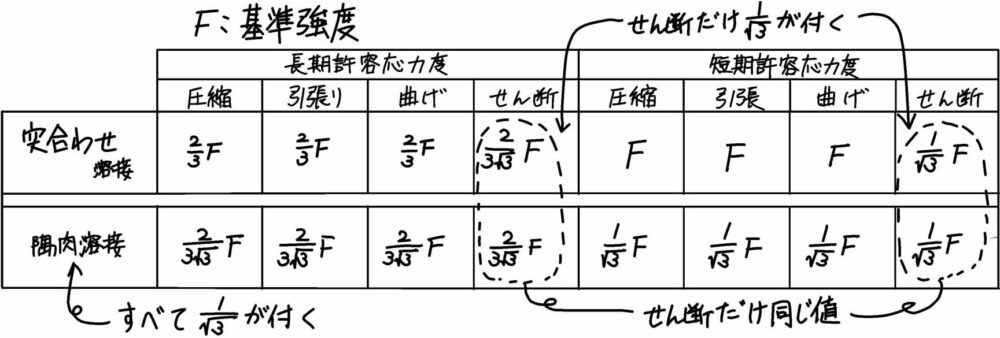
隅肉溶接では、鋼材の1/√3(約0.6)倍となり
ます。
隅肉溶接の許容応力度が突き合わせ溶接と同
じとなるのは、せん断だけです。
突き合わせ溶接は板の小口を突き合わせる溶
接で、完全溶込み溶接と部分溶込み溶接があ
ります。
溶着金属は熱を加えているため、降伏点がは
っきりしないものもあります。
その場合はひずみ度が0.2%になった応力度を
疑似的な降伏点とし、その点を基準強度Fとし
ます。
「溶接のど断面の許容応力度」
引用:ミカオ建築館
の内容につきましては、
下記の
ミカオ建築館様のHPより
引用させていただいております。
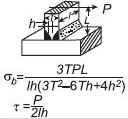
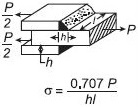
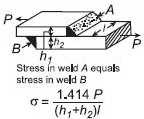
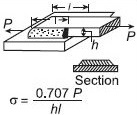
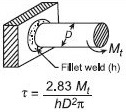
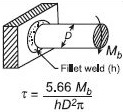
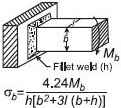
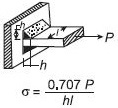
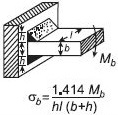
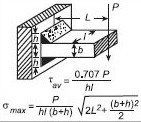
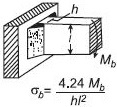
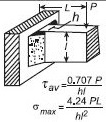
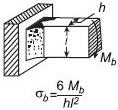
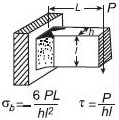
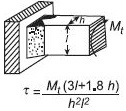
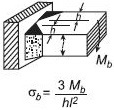
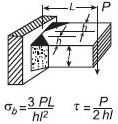
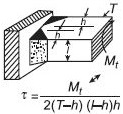
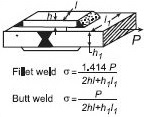
溶接継手の強度計算
 |  |  |
 |  | 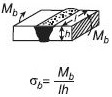 |
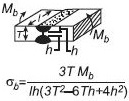 | 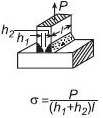 | 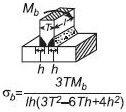 |
 |  |  |
 |  |  |
 |  |  |
 |  |  |
 |  |  |
 |  |  |
 |  |  |
 |  |
パソコン閲覧用資料(印刷用)
溶接記号
私が過去に受験勉強した資料で
不足たくさんあると思います。
そこはご容赦いただければと。
それと、クセ字もすみません。
クセが強すぎて一部の同僚には
「シマ字」と言われてました。
関連リンク
関連記事
2級:応用・総合
・ベルトコンベヤ駆動プーリー
1&2級:機械製図
・はめあい公差
・幾何公差
・表面性状(仕上げ記号)
・歯車製図
・溶接記号
科目
・2級:機構学・機械要素設計
・2級:材料力学
・2級:機械力学
・2級:流体工学
・2級:熱工学
・2級:制御工学
・2級:応用・総合
・1級:機械総合基礎
・1級:産業機械
・1級:荷役・運搬機械
・1級:設計管理
・1級:小論文
・1&2級:環境経営&環境・安全
・1&2級:工業材料
・1&2級:工作法
・1&2級:機械製図
記事内キーワード
・機械製図
・機械
・製図
・溶接
・溶接記号
・溶接部
・開先角度
・開先形状
・開先深さ
・開先溶接
・V型
・全周溶接
・現場溶接
・現合溶接
・研削仕上げ
・グラインダー
・U型
・圧力容器
・ピッチング仕上げ
・すみ肉溶接
・K型
・レ型
・レ形継手
・ルート間隔
注意事項・お知らせ
著作権について
日本機械設計工業会様に著作権などの点で
ご相談させていただいた結果、
機械設計技術者試験の過去問題をベースに、
問題内の数値等を少し変えさせていただいた
類似のオリジナルな問題にしています。
過去問題そのままを掲載はしていません。
科目名称について
科目の名称は過去と現在とで多少違いが
ございますが、内容は概ね違いありません。
私のブログ内では過去の名称のままで
記載させていただくことをご了承ください。
まとめ
機械設計技術者試験は
とても難しい試験です。
試験合格のため以外にも、
日々の設計業務のためにも、
勉強することに意味ありです。
是非とも挑戦して欲しいです。
頑張ってくださいね!
最後までお読みいただき、
ありがとうございました。

