機械設計技術者試験の科目の一つである、
工作法の中の、
切削熱と加工精度についての、
オリジナル勉強資料を公開いたします。
機械設計技術者試験合格を目指される方の
お役に立てればと思っております。
機械設計技術者試験 3級
の受験を目指されている方は、
くろたか【機械設計】
のYouTubeチャンネルをご覧ください。
くろたかさんが丁寧に解説されてます。
チャンネル登録よろしくお願いします。
機械設計技術者試験 (3級) はこちら。
オリジナル勉強資料
スマホ閲覧用資料
切削熱と加工精度
機械加工において発生する切削熱は、
加工精度に大きな影響を与える。
次の文章は、切削熱と加工精度について
述べたものである。
それぞれの文章の空欄に該当する最も
関係が深い語句を選択せよ。
(空欄部は太字・赤太字と仮定します。)
(01)
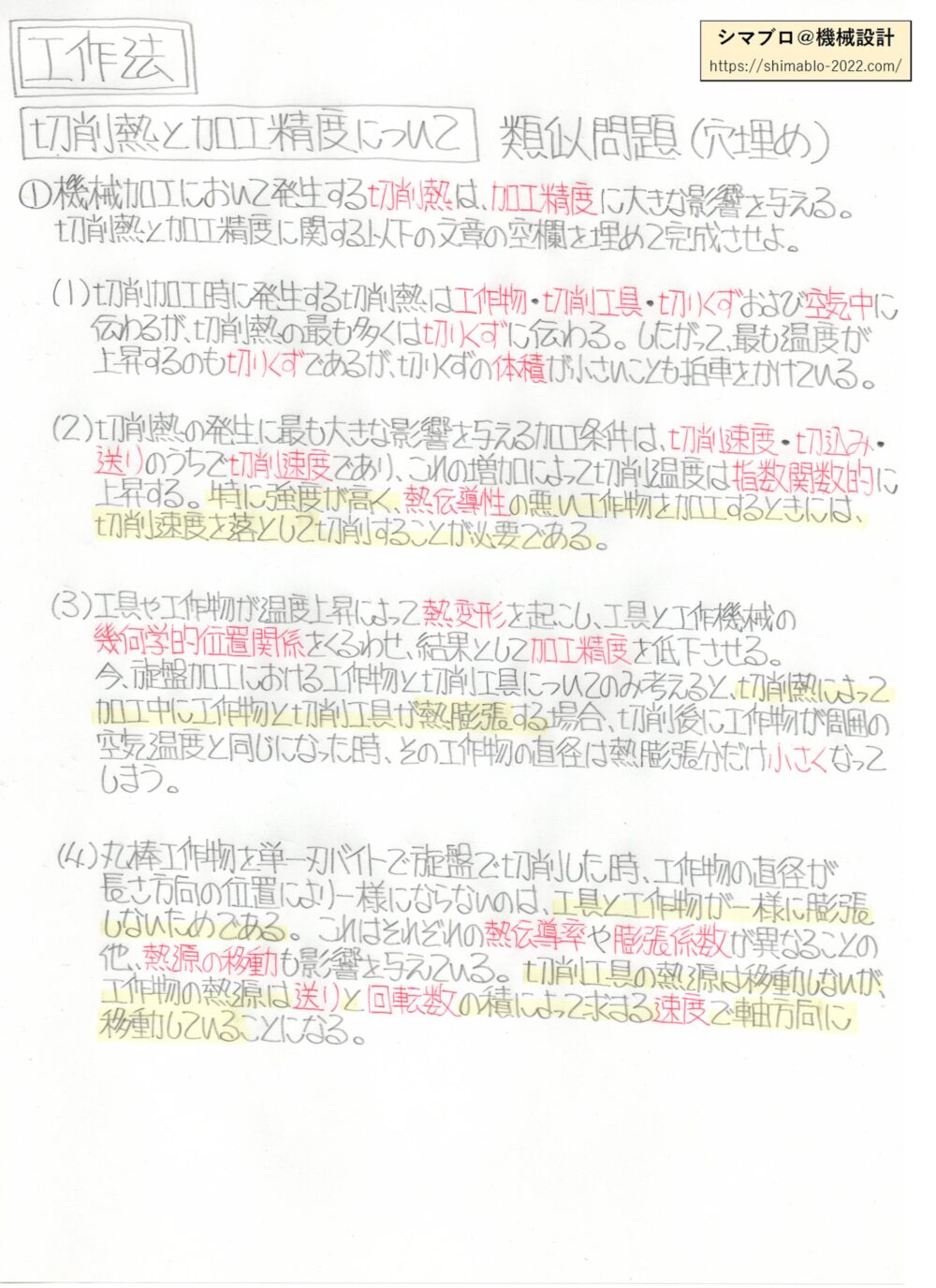
切削加工時に発生する切削熱は、工作物・
切削工具・切りくずおよび空気中に伝わるが
切削熱の最も多くは切りくずに伝わる。
従って、最も温度が上昇するのも切りくずで
あるが、切りくずの体積が小さいことも拍車
をかけている。
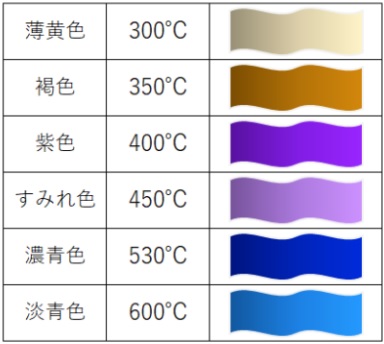
ちなみに、
切りくずの色とは、
干渉色(テンパーカラー)
と呼ばれています。
実際にその色に変色した
のではなく、光の反射に
よってそう見えている
だけなのです。
切りくずの色によって
切削上におよそ何℃の
熱が発生したかがわかり、
それによって切削条件や
刃物が適切だったかなど
判断の目安になります。
引用:中村留精密工業株式会社
(02)
切削熱の発生に最も大きな影響を与える加工
条件は、切削速度・切込み・送りのうちで、
切削速度であり、これの増加によって切削温
度は指数関数的に上昇する。
特に強度が高く、熱伝導性の悪い工作物を加
工するときには、切削速度を落として切削す
ることが必要である。
ちなみに、
切りくずの形とは、
刃物の材質や当てる角度、
切削条件(切込み量,送り,
回転数など)によって、
変形します。
切りくずの形状によって
面粗さや平面度などの
加工精度、切削の抵抗性、
刃物の状態等がわかります。
JIS(日本産業規格)では、
以下の4パターンに分類
されています。
流れ形
引用:中村留精密工業株式会社
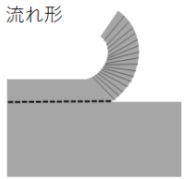
切削条件のバランスや
刃物の状態が良く、
切削の抵抗や変動が少なく
安定した状態で削られて
いる形状です。
せん断形
引用:中村留精密工業株式会社
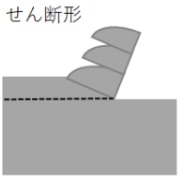
切削に少し変動が起きてい
る状態で削られている形状
で、加工精度は流れ形より
落ちます。
切削条件や刃物にやや難が
あったり、ややもろい材質
の時にも生成されます。
亀裂形
引用:中村留精密工業株式会社
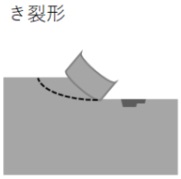
材質が非常にもろい場合に
切りくずが流れ形のように
繋がらずできる形状です。
削りきる前に亀裂が起きて
しまっているので加工精度
は良くありません。
むしれ形
引用:中村留精密工業株式会社
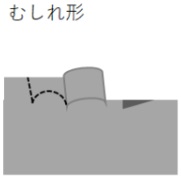
切りくずがうまく排出され
ておらず、切削に干渉が起
きている状態で削られてい
る形状です。
切削面に裂けが生じており
加工精度が良くありません。
延性材料(粘り気のある材質)
でも生成されやすいです。
むしれ形が引き起こす
構成刃先とは、
切削中に切りくずが刃先に
付着して刃の一部になって
しまうことです。
構成刃先を防ぐためには、
・刃物の材質を変える
・当てる角度を変える
・わざと高熱を発生させ
る切削条件にする
・切削油をかけながら
加工する
などの措置が取られます。
(03)
工具や工作物が温度上昇によって熱変形を起
こし、工具と工作機械の幾何学的位置関係を
狂わせ、結果として加工精度を低下させる。
今、旋盤加工における工作物と切削工具につ
いてのみ考えると、切削熱によって加工中に
工作物と切削工具が熱膨張する場合、切削後
に工作物が周囲の空気温度と同じになったと
き、その工作物の直径は熱膨張分だけ小さく
なってします。
ちなみに、
切削条件による切りくずと
加工面の変化については、
下記のようになります。
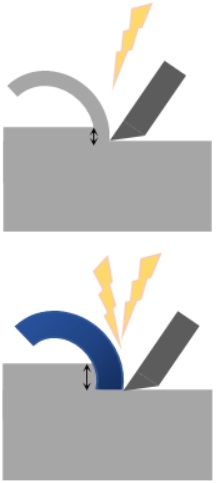
切込み量
切込み量を増やせば、
切りくずは当然厚くなり、
逆に切込み量が少なすぎる
と刃が入り込まず、表面を
滑ることになります。
(スリップ現象・こすり現象)
また、
切込み量が多いほど刃物への
負担は強く高熱が発生し、
加工面は荒くなります。
引用:中村留精密工業株式会社
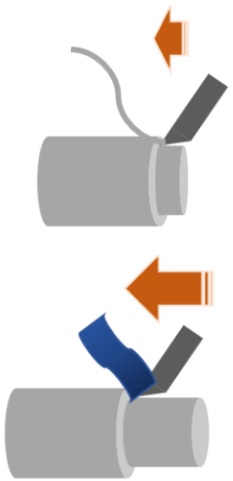
送り量
送り量を増やせば、
1分間あるいは1回転に進む
量が増えるので、幅広の
切りくずになります。
送り量が多いほど、
加工速度は上がりますが、
加工面は荒くなります。
また、
刃物への負担が増えて、
高熱が発生します。
引用:中村留精密工業株式会社
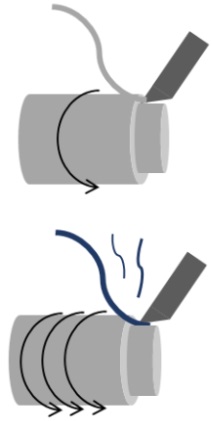
回転速度
回転速度を上げれば、
切削速度(周速)が上がりま
すので加工する径によって
切削条件の不一致により
高熱が発生し、刃先への
負担が大きくなります。
最適な条件では
良い切りくずが出ますが、
条件が悪い場合は、
不安定な切りくずが出ます。
径の変化が激しい加工を
行う場合は、周速一定制御
を使用して加工します。
引用:中村留精密工業株式会社
(04)
丸棒工作物を単一刃バイトで旋盤で切削した
時、工作物の直径が長さ方向の位置により一
様に膨張しないためである。これはそれぞれ
の熱伝導率や膨張係数が異なることのほか、
熱源の移動も影響を与えている。
切削工具の熱源は移動しないが、工作物の熱
源は送りと回転数の積によって求まる速度で
軸方向に移動していることになる。
ちなみに、
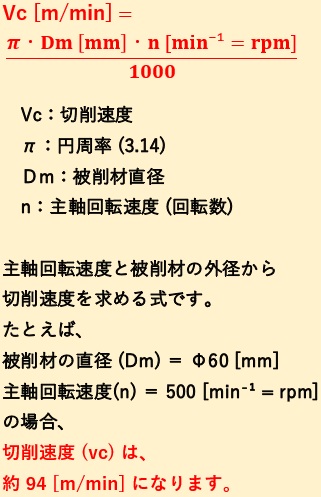
切削加工の計算式
をいくつか紹介します。
あくまでも目安ですので、
実際の状況に合わせた
最適な条件で加工を
行ってください。
切削速度
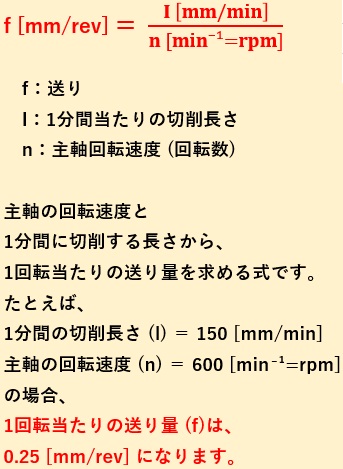
送り
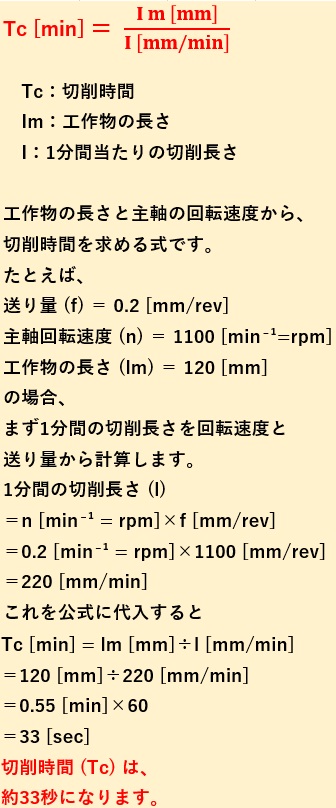
切削時間
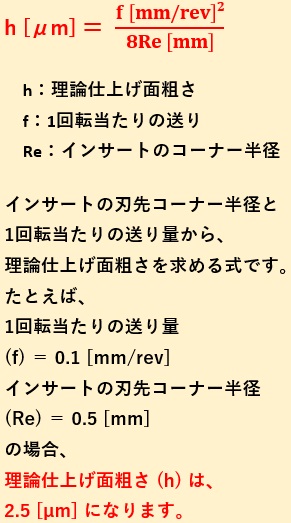
理論仕上げ面粗さ
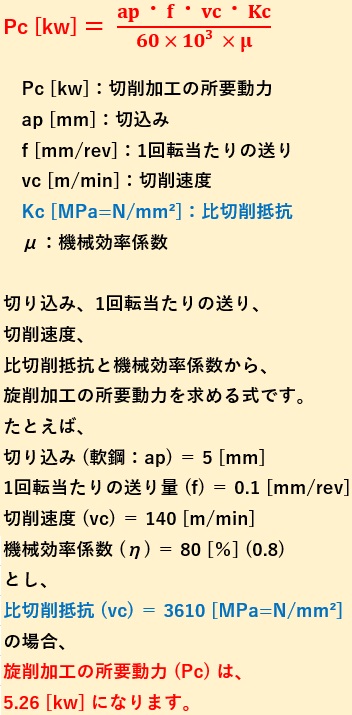
旋削過去の所要動力
|
被削材 |
引張強さ [MPa= N/mm²] 及び硬さ |
各送りに対する比切削抵抗Kc [MPa=N/mm²] | ||||
| 0.1 [mm/ rev] |
0.2 [mm/ rev] |
0.3 [mm/ rev] |
0.4 [mm/ rev] |
0.6 [mm/ rev] |
||
| 軟鋼 (SS400, S10C等) |
520 | 3610 | 3100 | 2720 | 2500 | 2280 |
| 中鋼 (S45C, S50C等) |
620 | 3080 | 2700 | 2570 | 2450 | 2300 |
| 硬鋼 (S55C, S58C等) |
720 | 4050 | 3600 | 3250 | 2950 | 2640 |
| 工具鋼 (SK材等) |
670 | 3040 | 2800 | 2630 | 2500 | 2400 |
| 工具鋼 (SKS材等) |
770 | 3150 | 2850 | 2620 | 2450 | 2340 |
| クロム マンガン鋼 (MnC材等) |
770 | 3830 | 3250 | 2900 | 2650 | 2400 |
| クロム マンガン鋼 (MnC材等) |
630 | 4510 | 3900 | 3240 | 2900 | 2630 |
| クロム モリブ デン鋼 (SCM材等) |
730 | 4500 | 3900 | 3400 | 3150 | 2850 |
| クロム モリブ デン鋼 (SCM材等) |
600 | 3610 | 3200 | 2880 | 2700 | 2500 |
| ニッケル クロム モリブ デン鋼 (SNCM 415等) |
900 | 3070 | 2650 | 2350 | 2200 | 1980 |
| ニッケル クロム モリブ デン鋼 (SNCM 439等) |
352HB | 3310 | 2900 | 2580 | 2400 | 2200 |
| 硬質鋳鉄 | 46HRC | 3190 | 2800 | 2600 | 2450 | 2270 |
| ミーハ ナイト 鋳鉄 (FC350等) |
360 | 2300 | 1930 | 1730 | 1600 | 1450 |
| ねずみ 鋳鉄 (FC250等) |
200HB | 2110 | 1800 | 1600 | 1400 | 1330 |
パソコン閲覧用資料(印刷用)
切削熱と加工精度
私が過去に受験勉強した資料で
不足たくさんあると思います。
そこはご容赦いただければと。
それと、クセ字もすみません。
クセが強すぎて一部の同僚には
「シマ字」と言われてました。
関連リンク
関連記事
2級:熱工学
・各種用語(熱工学)
1&2級:機械製図
・はめあい公差
・幾何公差
・表面性状(仕上げ記号)
1&2級:工作法
・加工法での素材特性と加工性
・塑性加工法
・切削熱と加工精度
・旋削加工
・NC工作機械
・特殊鋳造法
科目
・2級:機構学・機械要素設計
・2級:材料力学
・2級:機械力学
・2級:流体工学
・2級:熱工学
・2級:制御工学
・2級:応用・総合
・1級:機械総合基礎
・1級:産業機械
・1級:荷役・運搬機械
・1級:設計管理
・1級:小論文
・1&2級:環境経営&環境・安全
・1&2級:工業材料
・1&2級:工作法
・1&2級:機械製図
記事内キーワード
・工作法
・工作
・切削
・切削熱
・加工
・加工精度
・工作物
・切削工具
・切りくず
・切削速度
・切込み
・送り
・熱伝導性
・熱変形
・熱膨張
・幾何学的位置関係
・熱伝導率
・膨張係数
注意事項・お知らせ
著作権について
日本機械設計工業会様に著作権などの点で
ご相談させていただいた結果、
機械設計技術者試験の過去問題をベースに、
問題内の数値等を少し変えさせていただいた
類似のオリジナルな問題にしています。
過去問題そのままを掲載はしていません。
科目名称について
科目の名称は過去と現在とで多少違いが
ございますが、内容は概ね違いありません。
私のブログ内では過去の名称のままで
記載させていただくことをご了承ください。
まとめ
機械設計技術者試験は
とても難しい試験です。
試験合格のため以外にも、
日々の設計業務のためにも、
勉強することに意味ありです。
是非とも挑戦して欲しいです。
頑張ってくださいね!
最後までお読みいただき、
ありがとうございました。
