
機械設計技術者試験の科目の一つである、
工業材料の中の、
六角ボルトの製作についての、
オリジナル勉強資料を公開いたします。
機械設計技術者試験合格を目指される方の
お役に立てればと思っております。
機械設計技術者試験 3級
の受験を目指されている方は、
くろたか【機械設計】
のYouTubeチャンネルをご覧ください。
くろたかさんが丁寧に解説されてます。
チャンネル登録よろしくお願いします。
機械設計技術者試験 (3級) はこちら。
オリジナル勉強資料
スマホ閲覧用資料
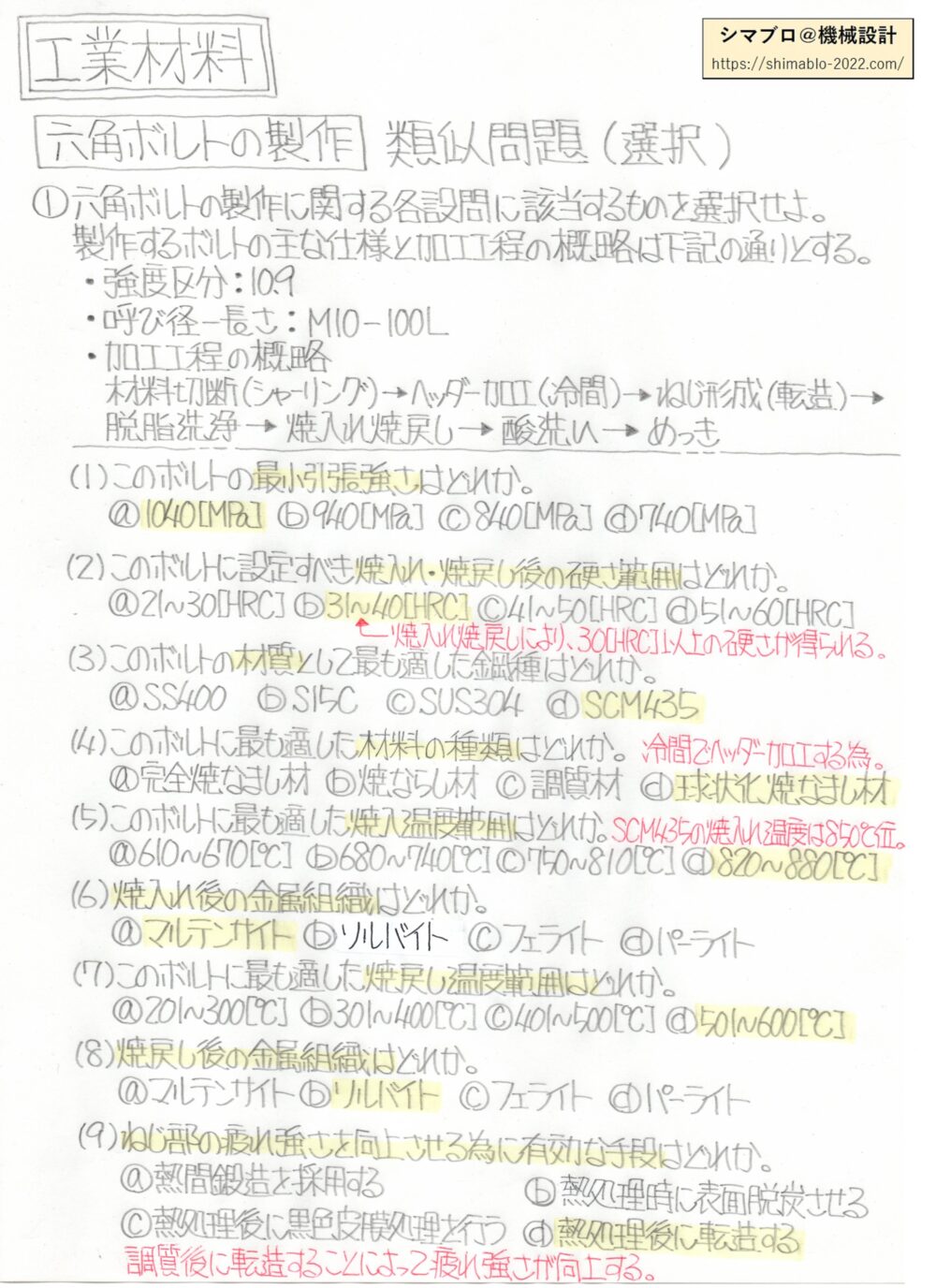
六角ボルトの製作
六角ボルトの製作に関する各設問に
該当するものを選択せよ。
製作するボルトの主な仕様と加工工程は
下記の通りとする。
・強度区分:10.9
・呼び径-長さ:M10-100L
・加工工程の概略
材料切断(シャーリング)
↓
ヘッダー加工(冷間)
↓
ねじ形成(転造)
↓
脱脂洗浄
↓
焼入れ焼き戻し
↓
酸洗い
↓
めっき
(正解は赤太字とします。)
①このボルトの最小引張強さはどれか。
(01) 1040[MPa=N/mm²]
(02) 940[MPa=N/mm²]
(03) 840[MPa=N/mm²]
(04) 740[MPa=N/mm²]
|
強度 |
3.6 | 4.6 | 4.8 | 5.6 | 5.8 | 6.8 | 8.8 | 9.8 | 10.9 | 12.9 | |
| d≦16 | d≧16 | ||||||||||
| 呼び 引張 強さ N/ mm2 |
300 | 400 | 500 | 600 | 800 | 900 | 1000 | 1200 | |||
| 最小 引張 強さ N/ mm2 |
330 | 400 | 420 | 500 | 520 | 600 | 800 | 830 | 900 | 1040 | 1220 |
②このボルトに設定すべき焼入れ焼き戻し
後の硬さ範囲はどれか。
(01) 21~30[HRC]
(02) 31~40[HRC]
(03) 41~50[HRC]
(04) 51~60[HRC]
焼入れ焼き戻しにより、
30[HRC]以上の硬さが得られます。

③このボルトの材質として最も適した鋼種は
どれか。
(01) SS400
(02) S15C
(03) SUS304
(04) SCM435
| 強度区分 | 材質 |
| 3.6 | 普通鋼、炭素鋼、SWCHなど |
| 4.6 | 普通鋼、炭素鋼、SS400、S20C |
| 4.8 | 炭素鋼、普通鋼SS400相当、 SWRCH6R、SWRCH材 |
| 5.6 | 炭素鋼、S45C、S25Cなど |
| 5.8 | 炭素鋼 |
| 6.8 | 炭素鋼、S45C、SCM432 |
| 8.8 | 炭素鋼 (ただし焼入れ焼戻しや合金元素で強化)、 S45C、熱処理で強化したSWRCH38Kなど |
| 9.8 | 炭素鋼 (ただし焼入れ焼戻しや合金元素で強化)、 SNB7、SCM435、 |
| 10.9 | 合金鋼、SCM435、SCM440 |
| 12.9 | 合金鋼、SCM435 |
④このボルトに最も適した材料の種類は
どれか。
(01) 完全焼きなまし材
(02) 焼ならし材
(03) 調質材
(04) 球状化焼きなまし材
冷間でヘッダー加工するためです。
ちなみに、
球状化焼きなましとは、
機械構造用鋼への役割り
としては、
被塑性加工性と靭性を
向上させることです。
冷間でヘッダー加工を行うボルト
冷間鍛造などを行う構造部品
などには必然的に
球状化焼きなまし材が
使用されます。
ちなみにもう一つ、
ヘッダー加工とは、
冷間圧造加工のことです。
冷間とは常温のことです。
パンチとダイスの組み合わ
せで製品をつくります。
ボルト・ナット・リベット・
段付きピン・パイプなどを
製作できます。
ボルトを製造するのに
最も一般的なヘッダー加工は
ダブルヘッダーです。
二段打ちヘッダーともいいます。
やや複雑なものは、
多段式トランスファーヘッダー
ダブルヘッダー成形ブランク
などもありますが、
低製造コストの要望が高まり
2ダイ3ブローヘッダーが
開発されました。
その名の通り、
2個のダイスと3個のパンチの
組み合わせで製造します。
⑤このボルトに最も適した焼入れ温度範囲は
どれか。
(01) 610~670[℃]
(02) 680~740[℃]
(03) 750~810[℃]
(04) 820~880[℃]
SCM435の焼入れ温度は
約850℃です。
⑥焼入れ後の金属組織はどれか。
(01) マルテンサイト
(02) ソルバイト
(03) フェライト
(04) パーライト

⑦このボルトに最も適した焼き戻し温度は
どれか。
(01) 201~300[℃]
(02) 301~400[℃]
(03) 401~500[℃]
(04) 501~600[℃]
| 焼入れ | 焼き戻し |
| 830~880[℃] 油冷 | 530~630[℃] 空冷 |
(クロムモリブデン鋼)
熱処理条件
⑧焼き戻し後の金属組織はどれか。
(01) マルテンサイト
(02) ソルバイト
(03) フェライト
(04) パーライト
ちなみに、
ソルバイトとは、
マルテンサイトを
約500~650[℃]で
焼き戻しすることで
得られる、微細な
セメンタイトと
フェライトの
混合組織のことです。
トールスタイトよりも
更に凝集した組織で、
柔らかくショックに
強い為、靭性が求め
られる機械要素に
多用されています。
⑨ネジ部の疲れ強さを向上させるため
有効な手段はどれか。
(01) 熱間鍛造を採用する
(02) 熱処理時に表面脱炭させる
(03) 熱処理後に黒色皮膜処理を行う
(04) 熱処理後に転造する
調質後に転造することによって
疲れ強さが向上します。
ちなみに、
転造加工とは、
雄ねじの加工用に
開発された加工法です。
ねじの生産には欠かせない
加工法です。
またギヤの加工にも
広く用いられています。
転造盤という加工装置を
使い、転造ダイスの種類
や加工法によって、
数種類に分類されます。
代表的なものとしては、
平面ダイス転造方式
丸ダイス転造方式
プラネタリ転造方式
があります。
転造に適した材料特性は
伸び率5%以上
張力最高1700N/mm²まで
HRC20以下 の、
鉄・アルミ・真鍮・
ステンレスなどです。
転造のメリット
・工具の長寿命
・切削加工より精密な仕上げ
・生産性が高い
・強度が高い
・環境にやさしい
転造のデメリット
・設備費用が高額
・少量加工や試作に不向き
などがあげられます。

パソコン閲覧用資料(印刷用)
六角ボルトの製作
私が過去に受験勉強した資料で
不足たくさんあると思います。
そこはご容赦いただければと。
それと、クセ字もすみません。
クセが強すぎて一部の同僚には
「シマ字」と言われてました。
関連リンク
関連記事
2級:機構学・機械要素設計
・ねじ・ボルト関係
1&2級:工業材料
・表面硬化法
・加工硬化
・金属の腐食
・ステンレス鋼
・工具材料
・六角ボルトの製作
科目
・2級:機構学・機械要素設計
・2級:材料力学
・2級:機械力学
・2級:流体工学
・2級:熱工学
・2級:制御工学
・2級:応用・総合
・1級:機械総合基礎
・1級:産業機械
・1級:荷役・運搬機械
・1級:設計管理
・1級:小論文
・1&2級:環境経営&環境・安全
・1&2級:工業材料
・1&2級:工作法
・1&2級:機械製図
記事内キーワード
・工業材料
・工業
・材料
・六角ボルト
・強度区分
・呼び径
・加工
・加工工程
・切断
・シャーリング
・ヘッダー
・ヘッダー加工
・ねじ
・ねじ形成
・転造
・転造加工
・脱脂
・脱脂洗浄
・洗浄
・焼入れ
・焼入れ焼戻し
・焼ならし
・焼ならし材
・焼戻し
・酸洗い
・メッキ
・最小引張強さ
・S15C
・S35C
・S45C
・SCM435
・SS400
・SUS304
・完全焼きなまし材
・調質材
・球状化焼きなまし材
・マルテンサイト
・ソルバイト
・フェライト
・パーライト
・熱処理
・熱間鍛造
・黒皮皮膜処理
注意事項・お知らせ
著作権について
日本機械設計工業会様に著作権などの点で
ご相談させていただいた結果、
機械設計技術者試験の過去問題をベースに、
問題内の数値等を少し変えさせていただいた
類似のオリジナルな問題にしています。
過去問題そのままを掲載はしていません。
科目名称について
科目の名称は過去と現在とで多少違いが
ございますが、内容は概ね違いありません。
私のブログ内では過去の名称のままで
記載させていただくことをご了承ください。
まとめ
機械設計技術者試験は
とても難しい試験です。
試験合格のため以外にも、
日々の設計業務のためにも、
勉強することに意味ありです。
是非とも挑戦して欲しいです。
頑張ってくださいね!
最後までお読みいただき、
ありがとうございました。

