
機械設計技術者試験の科目の一つである、
工業材料の中の、
工具材料についての、
オリジナル勉強資料を公開いたします。
機械設計技術者試験合格を目指される方の
お役に立てればと思っております。
機械設計技術者試験 3級
の受験を目指されている方は、
くろたか【機械設計】
のYouTubeチャンネルをご覧ください。
くろたかさんが丁寧に解説されてます。
チャンネル登録よろしくお願いします。
機械設計技術者試験 (3級) はこちら。
オリジナル勉強資料
スマホ閲覧用資料
工具材料
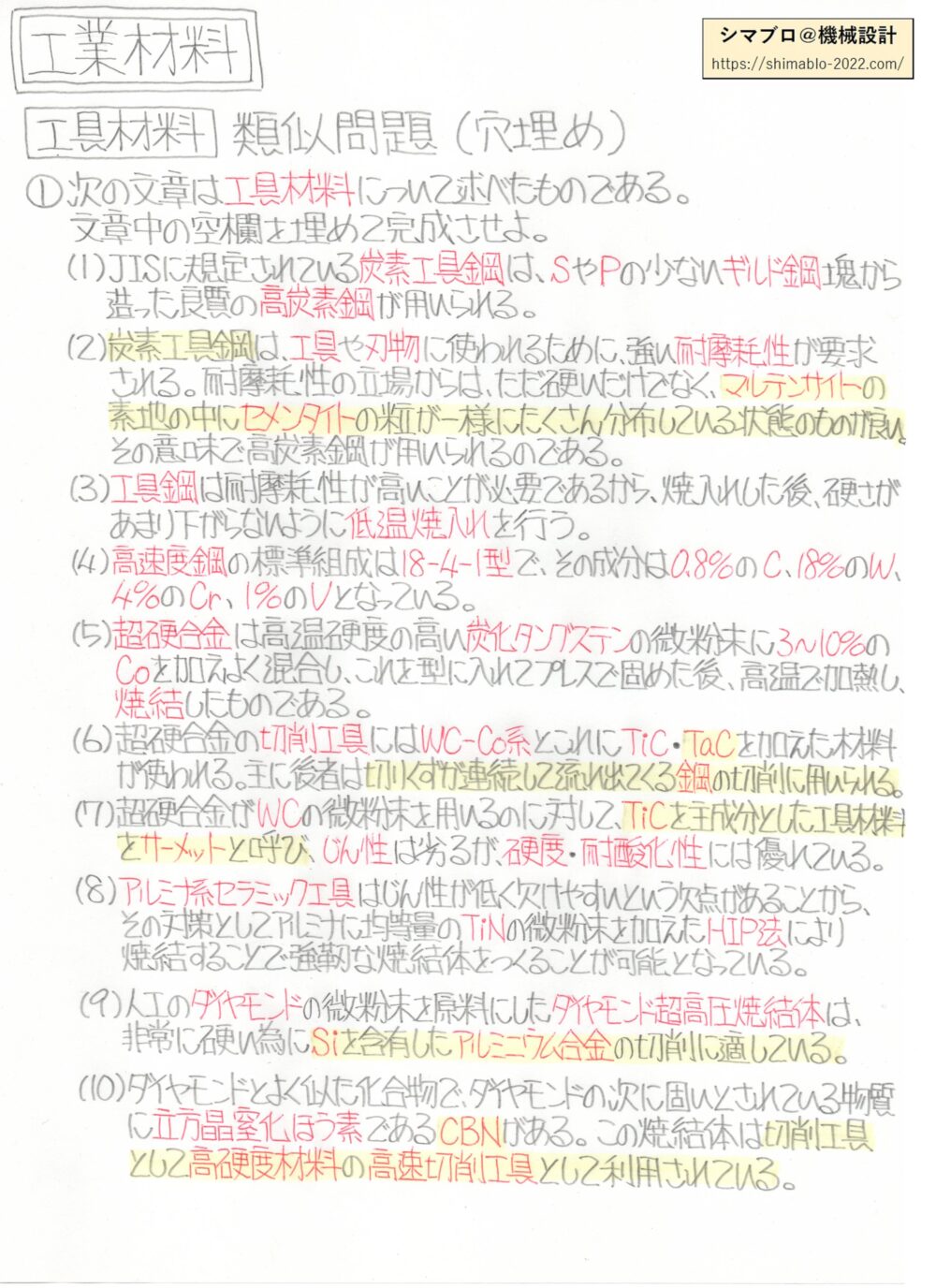
次の文章は、
工具材料について述べたものである。
文章中の空欄に適切な語句を下記から
選択せよ。
(空欄部は太字・赤太字と仮定します。)
(01)JISに規定されている炭素工具鋼は、
SやPの少ないギルド鋼塊から造った
良質の高炭素鋼が用いられる。
ちなみに、
炭素工具鋼とは、
SK材とも呼はれています。
Sは「Steel(鋼)」
Kは「Kougu(工具)」です。
カミソリ・刃物・バネ・
ワッシャー・ノコギリ・
釘などにも使用されています。
JIS G 4401の一部は
下表を参照してください。
| 種類の 記号 |
旧記号 | 化学成分(%) 鉄鋼5元素 | 焼入れ 焼き戻し 硬度 (HRC) |
||||
| C (炭素) |
Si (ケイ素) |
Mn (マンガン) |
P (リン) |
S (硫黄) |
|||
| SK140 | SK1 | 1.30~ 1.50 |
0.10~ 0.35 |
0.10~ 0.50 |
0.030 以下 |
0.030 以下 |
63 以上 |
| SK120 | SK2 | 1.15~ 1.25 |
〃 | 〃 | 〃 | 〃 | 62 以上 |
| SK105 | SK3 | 1.00~ 1.10 |
〃 | 〃 | 〃 | 〃 | 61 以上 |
| SK95 | SK4 | 0.90~ 1.00 |
〃 | 〃 | 〃 | 〃 | 61 以上 |
| SK85 | SK5 | 0.80~ 0.90 |
〃 | 〃 | 〃 | 〃 | 59 以上 |
| SK75 | SK6 | 0.70~ 0.80 |
〃 | 〃 | 〃 | 〃 | 57 以上 |
| SK65 | SK7 | 0.60~ 0.70 |
〃 | 〃 | 〃 | 〃 | 56 以上 |
(02)炭素工具鋼は、工具や刃物に使われるた
めに、強い耐摩耗性が要求される。
耐摩耗性の立場からからは、ただ硬いだ
けでなく、マルテンサイトの素地の中に
セメンタイトの粒が一様にたくさん分布
いている状態のものが良い。その意味で
高炭素鋼が用いられるのである。
ちなみに、
熱処理でなぜ鋼が硬くなる
のか?といいますと、
鉄の結晶構造が変化するからで、
これを変態といいます。
温度変化によって結晶構造が
変化して、結晶のすき間に
炭素が閉じ込められるためです。
ただし、
熱処理温度と冷却スピードが
とても重要な関りがあります。
ちなみにもう一つ、
鉄の結晶構造には、
体心立方格子構造(α鉄)
=フェライト と、
面心立方格子構造(γ鉄)
=オーステナイト の、
2種類があります。
常温 → 911℃ で、
体心 → 面心 に変態します。
更に温度を上げて、
911℃ → 1394℃ になると、
面心 →体心 に戻ります。
更に温度を上げて、
1394℃ → 1536℃ で解けます。
フェライト(α鉄)
↓
オーステナイト(γ鉄)
↓ ↓
急冷 ゆっくり冷やす
↓ ↓
マルテンサイト フェライト
(硬い金属) (α鉄)
になります。 に戻ります。
↓ ↓
このままでは セメンタイト
硬いけど (鉄と炭素の化合物)
脆いので がその時析出されて
焼き戻し フェライトと
によって セメンタイトが
靭性を 交互に重なって
持たせます。 出来た層状組織を
↓ パーライト
この時に といいます。
変態しきれず ↓
残ったオース ゆっくり冷やす
テナイトを ↓
残留オース フェライトと
テナイと パーライトが
いいます。 混じった
↓ 柔らかい金属
残留オース ができます。
テナイは
ゆっくり変態
していくため、
熱処理後の
変寸や歪の
原因となります。
↓
サブゼロ処理
を行うことで
強制的に
マルテンサイト
に変化させる
ことができます。
ちなみにもう一つ、
焼入れで鋼を硬くするために
炭素が不可欠なのですが、
炭素は空気中の酸素と反応し
酸化物(スケール)を作ります。
このスケールが焼入れした
部材の表面をボロボロにする
ので、それを防ぐために
真空焼入れやソルト焼入れを
することが多いです。
(03)工具鋼は耐摩耗性が高いことが必要であ
るから、焼入れした後、硬さがあまり下
がらないように低温焼入れを行う。
ちなみに、
焼き戻しとは、
焼入れとセットで行われ、
一般的に「焼入れ」というと、
焼戻しも含まれます。
焼戻しには、
低温焼き戻しと、
高温焼き戻しの2種類あります。
低温焼き戻し 高温焼き戻し
↓ ↓
150~200℃ 600~800℃
で加熱 で加熱
↓
1時間程度高温を維持した後、
空気に晒して冷却します。
↓ ↓
硬度を下げずに じん性を
安定した性能を 高めるため
得るために 用いられます。
用いられます。
(04)高速度鋼の標準組成は18-4-1型で、その
成分は0.8%のC、18%のW、4%のCr、
1%のVとなっている。
ちなみに、
高速度鋼とは、
高速度工具鋼といい、
高速度で切削加工が行える
工具鋼という意味です。
ハイスピードスチール
(High Speed Steel)とも
いわれて、略してハイス鋼
とも呼ばれることもあります。
高速度工具鋼には、
粉末ハイス鋼と溶解ハイス鋼
の2種類があります。
粉末ハイス鋼 溶解ハイス鋼
↓ ↓
粉末状の材料を 電気炉で材料を
加圧しながら 溶かした後に
焼結することで 圧延して成形
成形したもの。 成形したもの。
↓ ↓
靭性や耐摩耗性 コスト面
に優れるので、 では優れて
工具鋼としては います。
主流になって
います。

(05)超硬合金は高温硬度の高い炭化タングス
テンの微粉末に3~10%のCoを加えよく
混合し、これを型に入れてプレスで固め
た後、高温で加熱し焼結したものであ
る。
(06)超硬合金の切削工具にはWC-Co系とこれ
にTiC・TaCを加えた材料が使われる。
主に後者は切りくずが連続して流れ出て
くる鋼の切削に用いられる。
(07)超硬合金がWCの微粉末を用いるのに対
して、TiCを主成分とした工具材料をサ
ーメットと呼び、じん性は劣るが、硬度
・耐酸化性には優れている。
ちなみに、
超硬合金とは、
レアメタルと呼ばれる
WC(炭化タングステン)と
Co(コバルト)の粉末を混ぜ
合わせて約1400℃の高温で
焼結することにより、
ダイヤモンドに継ぐ硬さと
高い弾性率を発揮します。
熱伝導率が高い為、
他の金属との焼き付きによる
寿命低下を抑制することにより、
高寿命化を実現できます。
| 項目 | ハイス | 超硬合金 (V種) | ハイス との比較 |
| 硬度 (HRA) | 82 ~86 | 83 ~93 | 高い |
| 抗折力 (GPA) | 3~4 | 2~4 | 少し 高い |
| 弾性係数 (GPA) | 210 | 470 ~630 | 2~ 3倍 |
| 圧縮強度 (GPA) | 3~4 | 3~6 | 2倍 |
| 熱伝導 | 0.07 | 0.14 ~0.2 | 2倍 |
| 熱膨張 (10-6/℃) | 10 ~13 | 5~7 | 1/2 |
(08)アルミナ系セラミック工具はじん性が低
く欠けやすいという欠点があることから
その対策としてアルミナに均等量のTiN
の微粉末を加えたHIP法により、焼結す
ることで強靭な焼結体をつくることが可
能となっている。
ちなみに、
セラミックとは、
お皿や衛生陶器のような
陶器のイメージが強いですが、
数あるセラミックの1種類に
すぎません。
切削工具にも使用されてて、
5種類あるようです。
その中でも、
白セラ:アルミナ系(Al₂O₃)
黒セラ:窒化ケイ素系(Si₃N₄)
が最もよく使用されています。
白セラ 黒セラ
アルミナ系 窒化ケイ素系
(Al₂O₃) (Si₃N₄)
↓ ↓
アルミナは アルミナに
多結晶で硬く 炭化チタン
科学的に安定 (TiC)
しているので が添加され
鋳鉄の高速 白セラより
仕上げ加工で 高硬度となり
使われます。 高温時でも
刃先変形を
抑制します。
↓
HRC65程度
までの
高硬度材料
の仕上げ加工
で使われます。
(09)人工のダイヤモンドの微粉末を原料にし
たダイヤモンド超高圧焼結体は、非常に
硬い為にSiを含有したアルミニウム合金
の切削に適している。
(10)ダイヤモンドとよく似た化合物で、ダイ
ヤモンドの次に硬いとされている物質に
立方晶窒化ほう素であるCBNがある。
この焼結体は切削工具として高硬度材料
の高速切削工具として利用されている。
ちなみに、
CBNとは、
Cubic Boron Nitride
立方晶窒化ホウ素です。
人工化合物なので、
自然界には存在しません。
ダイヤモンドに継ぐ硬さで、
超硬合金の3倍の硬さです。
耐熱性と耐摩耗性に優れ、
工具交換の頻度が少なく、
連続加工が可能です。
硬さに優れる一方で、
強度・靭性は超硬合金に
比べて低いです。
チッピングを起こしやすく
刃先に強い力がかかる
荒化工には向きません。
仕上げ加工の際に、
長寿命を期待できます。
ちなみにもう一つ、
ダイヤモンドとCBNの比較
ダイヤモンド CBN
↓ ↓
非常に硬い 硬い
↓ ↓
700℃で 1300℃
酸化がはじまり まで熱的耐性
硬度が低下する を持っている
↓ ↓
被削材が高温に 常温ではダイ
なると炭素と鉄 ヤモンドに劣
が反応して工具 る硬度ですが
摩耗が激しくな 高温下で硬さ
り、硬さが低下 を維持できて
します。 鉄系材料の加
工に向いてい
ます。
パソコン閲覧用資料(印刷用)
工具材料
私が過去に受験勉強した資料で
不足たくさんあると思います。
そこはご容赦いただければと。
それと、クセ字もすみません。
クセが強すぎて一部の同僚には
「シマ字」と言われてました。
関連リンク
1&2級:工業材料
・表面硬化法
・加工硬化
・金属の腐食
・ステンレス鋼
・工具材料
・六角ボルトの製作
科目
・2級:機構学・機械要素設計
・2級:材料力学
・2級:機械力学
・2級:流体工学
・2級:熱工学
・2級:制御工学
・2級:応用・総合
・1級:機械総合基礎
・1級:産業機械
・1級:荷役・運搬機械
・1級:設計管理
・1級:小論文
・1&2級:環境経営&環境・安全
・1&2級:工業材料
・1&2級:工作法
・1&2級:機械製図
記事内キーワード
・工業材料
・工業
・材料
・工具
・工具鋼
・工具材料
・炭素工具鋼
・ギルド鋼
・刃物
・耐摩耗性
・マルテンサイト
・セメンタイト
・低温焼入れ
・高速度鋼
・18-4-1型
・超硬合金
・タングステン
・炭化タングステン
・焼結
・焼結金属
・焼結体
・切削工具
・WC
・WC-Co系
・TiC
・TiN
・TaC
・HIP法
・鋼
・サーメット
・じん性
・硬度
・耐酸化性
・アルミナ
・アルミナ系
・アルミナ系セラミック工具
・セラミック
・セラミック工具
・ダイヤモンド
・ダイヤモンド超高圧焼結体
・アルミニウム合金
・立方晶窒化ほう素
・CBN
・高硬度材料
・高速切削工具
注意事項・お知らせ
著作権について
日本機械設計工業会様に著作権などの点で
ご相談させていただいた結果、
機械設計技術者試験の過去問題をベースに、
問題内の数値等を少し変えさせていただいた
類似のオリジナルな問題にしています。
過去問題そのままを掲載はしていません。
科目名称について
科目の名称は過去と現在とで多少違いが
ございますが、内容は概ね違いありません。
私のブログ内では過去の名称のままで
記載させていただくことをご了承ください。
まとめ
機械設計技術者試験は
とても難しい試験です。
試験合格のため以外にも、
日々の設計業務のためにも、
勉強することに意味ありです。
是非とも挑戦して欲しいです。
頑張ってくださいね!
最後までお読みいただき、
ありがとうございました。
